Why Is Stainless Steel Magnetic After Machining?
- By Ray Wang /
- June 26, 2026

Table of Contents
You receive a batch of stainless steel rod ends, spherical bearings, or CNC machined components specified in 316L. You run a magnet over them. Some stick. Your first instinct is to call out the wrong grade, file a quality complaint, and demand material certifications. In most cases, that’s the wrong instinct.
Post-machining magnetism in austenitic stainless steel is a well-documented metallurgical phenomenon. It doesn’t mean the grade is wrong. It means the machining process changed the microstructure in a specific and predictable way. Understanding why it happens tells you when it’s acceptable, when it’s a problem, and what to do about it.
The Starting Point: Why Austenitic Stainless Is Non-Magnetic
304 and 316L are austenitic grades. In their annealed condition, austenitic stainless steels have a face-centered cubic (FCC) crystal structure. This arrangement of iron atoms doesn’t allow magnetic domains to align in the way that produces ferromagnetism. The result is a magnetic permeability of roughly 1.003 to 1.005, barely above the permeability of free space (1.000). For practical purposes, a magnet slides off an annealed 316L bar without any attraction.
The FCC structure is maintained at room temperature by austenite stabilizers, primarily nickel. As Carpenter Technology documents in their stainless steel magnetic properties reference, austenitic grades in the annealed condition show DC permeabilities of 1.003 to 1.005 at standard magnetizing forces. 316L contains 10–14% nickel, which is why it’s more resistant to microstructural change under mechanical stress than 304, which contains 8–10% nickel.
What Machining Does to That Structure
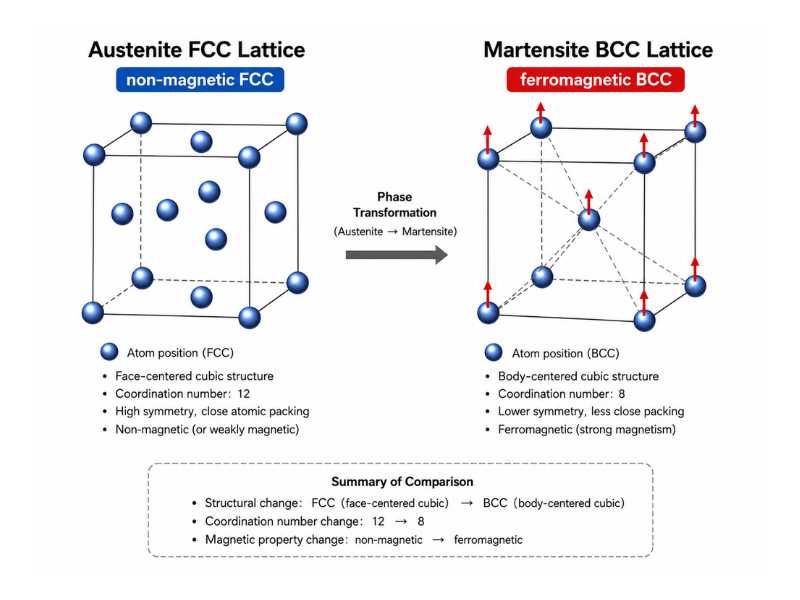
When austenitic stainless steel is machined, ground, cold-formed, or heavily cut, the mechanical deformation at the tool-workpiece interface introduces significant plastic strain into the material. Under that strain, the FCC austenite becomes thermodynamically unstable and begins to transform into martensite. This is called strain-induced martensitic transformation.
Martensite has a body-centered cubic (BCC) or body-centered tetragonal (BCT) crystal structure. That structure does allow magnetic domains to align. Martensite is ferromagnetic. Even a small volume fraction of martensite in an otherwise austenitic part produces measurable magnetic attraction.
The transformation is not uniform across the part. It concentrates at points of highest strain: the machined surface itself, the cutting edge contact zone, thread roots in turned parts, bore edges in drilled holes, and the surface layer of ground components. You’ll often find that only the machined surfaces attract a magnet while the bulk material does not. That’s the strain gradient made visible.
Why 304 Transforms More Than 316L
The difference in transformation susceptibility between grades comes down to austenite stability, which is quantified by the Md30 temperature. Md30 is the temperature at which 50% martensite forms under 30% strain. The formula is:
Md30 (°C) = 551 − 462(C+N) − 9.2Si − 8.1Mn − 13.7Cr − 29(Ni+Cu) − 18.5Mo
A lower Md30 means more stable austenite and less susceptibility to strain-induced transformation. For typical 304, Md30 sits around 20–30°C. For 316L, the higher nickel (10–14%) and molybdenum (2–3%) content drives Md30 well below room temperature, often to −30°C or lower. That’s why you can machine 316L aggressively and still see only mild magnetic response, while the same operation on 304 can produce noticeably stronger attraction.
This is the engineering basis for specifying 316L over 304 in applications where post-machining magnetism is a concern, such as MRI adjacent equipment, precision sensors, and certain food processing equipment with magnetic separation systems downstream.
Does the Magnetism Mean Corrosion Resistance Has Dropped?
This question matters specifically for buyers of 316L components going into marine or CIP food processing environments. The short answer is: post-machining magnetism from strain-induced martensite does not directly reduce corrosion resistance in the bulk of the part.
The more precise answer is that there’s a localized effect worth understanding. During strain-induced transformation, chromium redistributes slightly at the phase boundaries between martensite and the remaining austenite. In aggressive chloride environments, that redistribution can create microscopic zones where the passive chromium oxide layer is thinner than in fully austenitic material. These zones are potential pitting initiation sites, though the risk is generally low for 316L compared to 304 because the transformation volume fraction remains small even after machining.
Magnetism itself does not cause corrosion, but the changes that create magnetism can reduce chromium availability at the surface after martensitic transformation, weakening the protective oxide layer in chloride-rich environments. For 316L components in marine or food processing service, the practical mitigation is passivation after machining. Citric acid or nitric acid passivation helps remove free iron and supports the formation of a clean passive surface. ASTM A967 includes free-iron testing to verify that the passivation process has been effective. Passivation improves surface condition, but it does not reverse strain-induced martensite in the base metal.
When Post-Machining Magnetism Is Acceptable
For most industrial applications, a mild magnetic response in machined 316L components is acceptable and does not indicate a grade problem or a quality failure.
Structural and load-bearing applications care about yield strength, fatigue life, and corrosion resistance, none of which are materially affected by the small martensite volume fraction typical of CNC-machined 316L. A stainless steel rod end or spherical bearing that shows weak magnetic attraction at the machined bore or thread surface is performing exactly as expected from the material science.
The magnet test is a screening tool, not a grade identification test. A cold-worked 304 part will test as magnetic, which is why a magnet test does not conclusively identify 304 as austenitic. It definitely can’t distinguish between 304 and 316L, or between acceptable post-machining transformation and a genuine wrong-grade substitution. If grade verification matters, use OES or another method that can measure carbon reliably for low-carbon stainless grades such as 316L. XRF is useful for general alloy screening, but it cannot measure carbon, so it cannot by itself confirm whether a part is 316 or 316L. A magnet alone proves nothing except that some martensite is present.

When Post-Machining Magnetism Is a Problem
Three application categories genuinely require low magnetic permeability in the finished part.
MRI and medical imaging environments are the most demanding. MRI and other magnetic-resonance applications can impose strict magnetic-property requirements, but the acceptable limit depends on the device, field strength, gradient conditions, and the specific MR labeling or test protocol. For these applications, the finished part should be evaluated against the actual MRI specification rather than a generic rule of thumb. Parts for these applications should be solution annealed after machining to restore austenitic structure.
Magnetic particle inspection (MPI) equipment and sensitive magnetic detection systems require non-magnetic housings and structural components. Strain-induced martensite in machined parts creates background noise in these systems.
Food and pharmaceutical processing lines with magnetic separation systems downstream are a less obvious case. If a production line uses magnetic separators to remove ferrous contamination from product streams, machined stainless components with measurable ferromagnetic character can shed small particles that trigger false positives or pass through undetected. In these installations, the post-machining magnetic state of every stainless component in contact with the product stream is a valid specification parameter.
Restoring Non-Magnetic Behavior: Solution Annealing
If your application requires non-magnetic stainless after machining, the fix is solution annealing: heating to 1,040–1,100°C and quenching rapidly. This dissolves the martensite phase and restores the fully austenitic FCC structure. The part returns to a magnetic permeability near 1.003–1.005.
The trade-off is mechanical. Solution annealing significantly reduces mechanical properties: annealed 304 may drop from 700 MPa tensile strength to around 500 MPa. For precision machined components where dimensional tolerances and surface finish were established before annealing, distortion during the heat treatment cycle is also a risk. Thin-walled parts and close-tolerance bores require fixture support during annealing to prevent warping.
For components where both non-magnetic behavior and mechanical strength matter, the material selection answer is to start with a more stable austenitic grade rather than anneal after the fact. Higher-nickel grades and nitrogen-alloyed grades like 316LN stay closer to non-magnetic through machining without requiring post-machining heat treatment.
What This Means When You Receive Parts
If machined stainless components arrive with mild magnetic attraction at the machined surfaces and the material certification confirms 316L chemistry, the parts are not defective. The magnetism is an expected outcome of the machining process.
If the magnetic attraction is strong across the entire part, including unmachined surfaces, that’s a different signal. Fully ferritic material (like 430) or martensitic material (like 410) would show this behavior. In that case, material verification by OES or XRF is warranted before accepting the parts.
The distinction matters: localized surface magnetism on a machined part is metallurgy. Uniform strong magnetism across the full component is a potential grade substitution. Treat them differently.
Profab Machine manufactures precision CNC components in 304, 316L, and 17-4PH. For applications requiring controlled magnetic permeability after machining, passivation treatment and grade selection guidance can be discussed against your specification.

Ray Wang is an engineer at Profab Machine with more than 20 years of experience in stainless steel applications and automotive parts. Over the years, he has built deep expertise in precision machining, material behavior, and practical engineering solutions. His hands-on background and strong focus on quality help ensure every project meets demanding performance and reliability standards.
Ray Wang is an engineer at our company with more than 20 years of experience in stainless steel applications and automotive parts. Over the years, he has built deep expertise in precision machining, material behavior, and practical engineering solutions. His hands-on background and strong focus on quality help ensure every project meets demanding performance and reliability standards.
Send Inquiry Now
Related Resource
The Smart Upgrade: Why 2205 Beats 316L on ROI

Don’t Let Your 2507 Turn Brittle: The Welding Parameters That Matter

2507 vs 2205 Duplex Stainless Steel