H900 vs H1150: Which 17-4 PH Heat Treatment Should You Choose?
- By Ray Wang /
- July 1, 2026

Table of Contents
Specifying 17-4PH without calling out the heat treatment condition is an incomplete specification. H900 and H1150 aren’t two names for the same material. They’re different end-states of the same alloy, with mechanical properties that diverge substantially once the aging cycle is complete. Getting this wrong at the design stage means either over-engineered parts that cost more to machine, or parts that crack or corrode in service.
What the H Numbers Actually Mean
The “H” designation is the aging temperature in degrees Fahrenheit. H900 means the solution-annealed material was precipitation-hardened at 900°F (482°C) for one hour. H1150 was aged at 1150°F (621°C) for four hours. All conditions start from Condition A: solution-annealed at approximately 1900°F and cooled below 90°F to ensure full martensitic transformation.
Higher aging temperature produces lower strength, higher toughness, and better stress corrosion cracking resistance. Lower aging temperature produces maximum strength and hardness at the cost of both. That relationship holds consistently across the full range: H900, H925, H1025, H1075, H1100, H1150.
The Numbers Side by Side
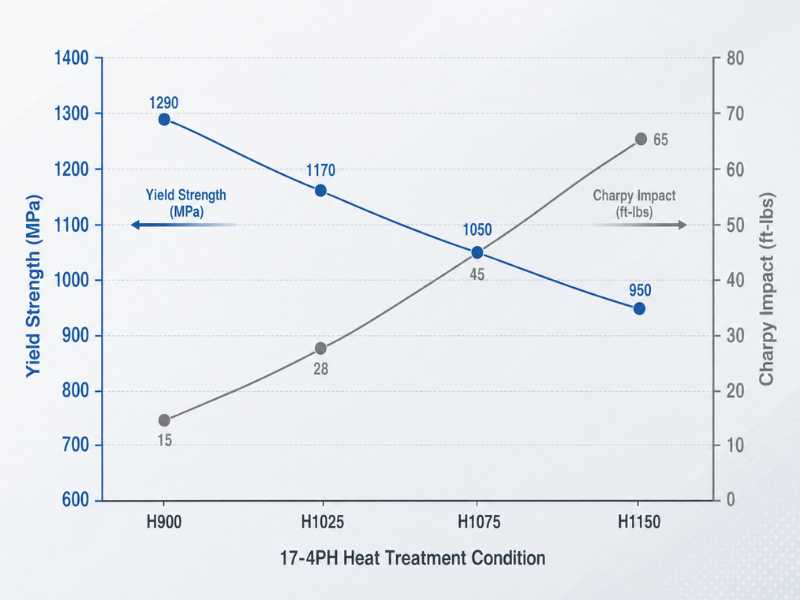
Per ASTM A564, minimum mechanical properties for bar stock:
| Condition | UTS (min) | YS (min) | Hardness | Charpy Impact |
|---|---|---|---|---|
| H900 | 1310 MPa (190 ksi) | 1170 MPa (170 ksi) | HRC 38–43 | ~15 ft-lbs |
| H1025 | 1170 MPa (170 ksi) | 1000 MPa (145 ksi) | HRC 33–38 | ~35 ft-lbs |
| H1150 | 1000 MPa (145 ksi) | 860 MPa (125 ksi) | HRC 28–32 | ~50 ft-lbs |
Charpy values above are typical reported values, not ASTM A564 minimums. ASTM A564 mandates tension testing (UTS, YS, elongation, and reduction of area) and hardness compliance, while Charpy values are typically treated as supplemental or informational design metrics unless explicitly specified. H900 gives you roughly 35% more yield strength than H1150. H1150 gives you roughly 3× more Charpy impact energy than H900. These aren’t marginal differences. They define different structural characters.
Where H900 Is the Right Call
H900 is the correct choice when load capacity is the primary design constraint and the operating environment is not aggressively corrosive or subject to sustained tensile stress in the presence of chlorides.
Precision aerospace components, high-load actuator pins, valve stems under static pressure, and structural fasteners in dry or mildly corrosive environments are all natural H900 applications. The 1170 MPa yield strength allows smaller cross-sections for the same load, which matters in weight-critical designs. The HRC 38–43 hardness provides wear resistance at contact surfaces that lower-strength grades can’t match.
For stainless steel rod ends and precision linkage components operating in industrial automation or aviation-adjacent applications where the load case drives everything and chloride exposure is limited, H900 is the right starting point.
One condition where H900 is the wrong choice even when you need the strength: if the part will be welded after heat treatment. Welding H900 material without a post-weld aging cycle restores the weld heat-affected zone to a weakened condition. If welding is part of the manufacturing sequence, machine and weld in Condition A, then age to H900 after welding.
Where H1150 Is the Right Call
H1150 is correct when the application involves impact loading, cyclic stress with potential crack propagation, or service in environments where stress corrosion cracking is a real risk.
The SCC consideration is the most frequently underestimated. In the H900 condition, 17-4PH carries a meaningful susceptibility to stress corrosion cracking in warm chloride environments under sustained tensile stress. “Warm chloride” in practice means coastal environments, seawater splash zones, CIP cleaning cycles, and any application where the part is wet with chloride-bearing fluid at temperatures above roughly 60°C while under load.
H1150 significantly reduces this risk. The higher aging temperature relieves residual stress from the initial martensitic transformation and produces a microstructure less susceptible to hydrogen embrittlement and SCC initiation. For offshore hardware, marine actuator linkages, and food processing pivots on lines using chlorinated cleaning agents, H1150 is the safer specification despite the strength trade-off.
The toughness difference also matters in applications with shock loading. Agricultural implement hitch points, construction machinery pivots, and any linkage subject to impact loading rather than smooth oscillation benefit from the 50 ft-lb Charpy value of H1150 versus the 15 ft-lb of H900. A part that survives a static overload calculation in H900 may initiate a crack at a stress concentration under repeated impact that H1150 would absorb.
The SCC Question in More Detail
This is where most selection guides stop too early. They say “H1150 has better SCC resistance” without giving you the engineering basis for when that matters enough to change your specification.
Stress corrosion cracking in 17-4PH H900 requires three simultaneous conditions: a susceptible microstructure, sustained tensile stress above a threshold level, and a corrosive environment. Remove any one of the three and SCC doesn’t occur. H900’s susceptibility is not absolute. A static structural part in H900 that carries only compressive loads in a marine environment carries almost no SCC risk regardless of the condition. A dynamically-loaded fastener in H900 with residual tensile stress from thread rolling, operating in warm salt spray, is a realistic SCC candidate.
The practical decision rule is this: if your 17-4PH component will carry sustained tensile stress in any environment with significant chloride exposure at elevated temperature, start with H1025 at minimum and evaluate whether H1150 is warranted. If it carries compressive load, or if the operating environment is dry or only incidentally wet, H900’s SCC susceptibility is manageable.
One important qualification: even H1150 is not the right answer for continuously submerged seawater service or high-chloride stagnant environments. In those conditions, 316L or Duplex 2205 outperforms 17-4PH in any condition on corrosion resistance. 17-4PH is chosen for strength. When the environment is severe enough that corrosion becomes the primary design constraint rather than strength, consider whether 17-4PH is the right alloy at all.
Machining Sequence and Why It Changes the Decision
Selection guides rarely address this, but machining H900 costs more than machining H1150, and the difference is not trivial.
H900 at HRC 38–43 requires slower feeds, carbide tooling, and careful thermal management. Surface finish targets below Ra 0.8 µm are achievable but demand more tool changes and tighter process control. H1150 at HRC 28–32 machines more like a medium-hardness tool steel, with better finish quality and longer tool life per setup.
If your part requires complex geometry, tight bore tolerances, or fine thread cutting, the machining cost difference between H900 and H1150 is real and significant. But this requires that the part tolerances account for the small dimensional changes during aging. In fact, many machine shops prefer machining 17-4PH in an overaged condition like H1150 rather than Condition A, as Condition A can be gummy and prone to work hardening. But this requires that the part tolerances account for the small dimensional changes during aging, and that the heat treat sequence is controlled precisely enough to maintain those tolerances.
For simple turned parts with generous tolerances, machining directly in H1150 is often the most cost-effective approach. For precision bores and complex profiles, machine in Condition A and age to the specified condition after machining.
⚠️ Notes: If you receive 17-4PH components specified as H900 and they machine easily with no tool wear issues, verify the condition before accepting. H900 that machines easily may have been supplied in Condition A or an intermediate condition. Request hardness verification to HRC 38–43 per ASTM A564 as part of incoming inspection on H900 parts for structural applications.
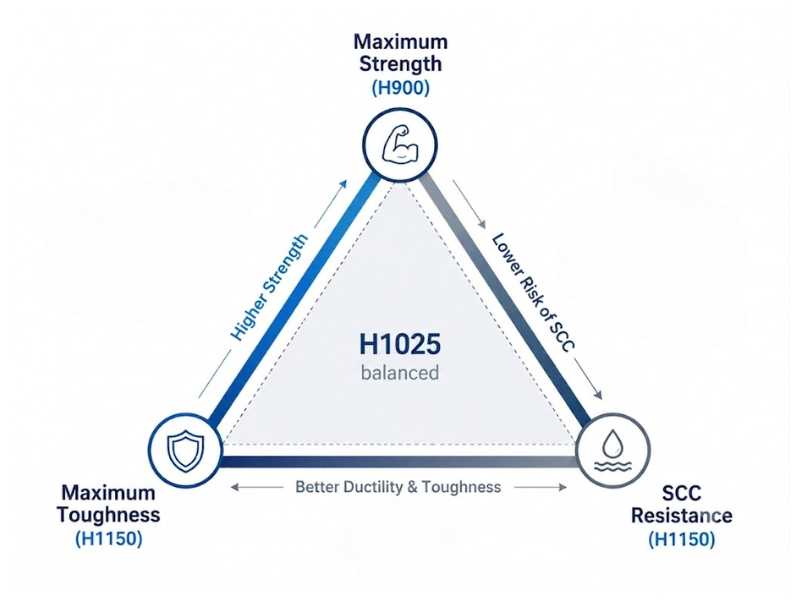
H1025: The Practical Middle Ground
Still uncertain between H900 and H1150? H1025 is worth a serious look. At 1170 MPa UTS and 1000 MPa yield strength, it delivers 90% of H900’s load capacity. Charpy impact energy roughly doubles compared to H900. SCC resistance improves substantially over H900 while giving up less strength than H1150.
For most industrial precision components where 17-4PH is specified for strength but the environment includes any chloride exposure, H1025 is often the most defensible starting point. It’s the condition where the performance triangle is best balanced and where you have the most room to work if the initial specification turns out to be slightly conservative or slightly aggressive.
Profab Machine manufactures cnc parts in 17-4PH alongside 304 and 316L, with heat treatment condition specified at order. For applications where the H condition selection depends on load case and environment details, material specifications can be confirmed before production.

Ray Wang is an engineer at Profab Machine with more than 20 years of experience in stainless steel applications and automotive parts. Over the years, he has built deep expertise in precision machining, material behavior, and practical engineering solutions. His hands-on background and strong focus on quality help ensure every project meets demanding performance and reliability standards.
Ray Wang is an engineer at our company with more than 20 years of experience in stainless steel applications and automotive parts. Over the years, he has built deep expertise in precision machining, material behavior, and practical engineering solutions. His hands-on background and strong focus on quality help ensure every project meets demanding performance and reliability standards.
Send Inquiry Now
Related Resource
The Smart Upgrade: Why 2205 Beats 316L on ROI

Don’t Let Your 2507 Turn Brittle: The Welding Parameters That Matter

2507 vs 2205 Duplex Stainless Steel