- By Profab /
- April 24, 2026

Table of Contents
A seized ball joint doesn’t announce itself gradually. One inspection cycle everything moves freely; by the next, the ball is frozen solid in its housing. Maintenance crews reach for the penetrating oil, work it loose, reassemble, and repeat the same cycle six months later. In most cases, the underlying problem isn’t lubrication frequency. It’s material selection.
Carbon steel ball joints corrode. The corrosion products expand inside the socket geometry and physically lock the joint. Switching lubricants or greasing more often delays the failure; it doesn’t change the failure mode. The real fix is specifying a material that doesn’t generate the corrosion products in the first place.
This is where stainless steel ball joints earn their place, not as a premium upgrade, but as the technically correct choice for any application involving moisture, salt, or chemical exposure.
Three Ways Carbon Steel Ball Joints Fail
The word “seizing” covers several distinct failure mechanisms. Understanding which one is happening in your application determines what actually solves it.
Rust Jacking
This is the most common culprit and the hardest to spot before it’s too late. When carbon steel corrodes, the iron oxide (rust) that forms occupies significantly more volume than the original metal. Iron oxide has roughly 6 to 7 times the volume of the iron it replaces. Inside the tight geometry of a ball joint socket, that volume expansion has nowhere to go. It applies compressive force against the ball, progressively tightening the fit until articulation stops entirely.
Rust jacking is particularly aggressive in ball joints because the socket geometry traps moisture. Once water enters and oxygen is consumed, you get the conditions for persistent wet corrosion. The joint doesn’t need to be submerged. Condensation cycles in a humid environment, or occasional spray exposure, are sufficient to drive the process over months.
Crevice Corrosion Initiation
Ball joint sockets are, by design, narrow enclosed spaces with restricted fluid exchange. When moisture sits in the annular gap between the ball and housing, the oxygen dissolved in that trapped fluid is consumed by the electrochemical corrosion reaction and not replenished. As the local environment shifts to low-oxygen, high-chloride chemistry, even carbon steels that perform adequately in aerated conditions begin to corrode rapidly.
Per the BSSA, crevice corrosion initiates preferentially in narrow gaps (around 25 microns) where stagnant fluid depletes available oxygen. This is exactly the geometry that ball joint sockets present. The confined volume concentrates chlorides and reaction products, accelerating the attack.
Galvanic Corrosion from Mixed Hardware
Carbon steel ball joints are often installed alongside stainless steel fasteners, aluminum housings, or brass fittings. When two dissimilar metals contact each other in the presence of an electrolyte (any moisture with dissolved salts), galvanic corrosion drives current from the less noble metal to the more noble one. Carbon steel is highly anodic relative to stainless steel, aluminum, and most engineering alloys. In mixed-metal assemblies, the carbon steel ball joint becomes the sacrificial anode and corrodes faster than it would in an all-carbon-steel system.
The rate depends on the relative surface areas: a small carbon steel ball joint attached to a large stainless steel structure corrodes much faster than the reverse. This is a particularly common problem in marine hardware and food processing equipment where stainless structural components are the norm but ball joint hardware gets specified from the nearest carbon steel catalog.
The three failure modes that cause carbon steel ball joint seizure:
- Rust jacking: iron oxide expands 6-7× inside the socket, locking the ball mechanically
- Crevice corrosion: oxygen depletion in the socket gap accelerates chloride attack
- Galvanic corrosion: carbon steel acts as sacrificial anode against more noble metals in the assembly
All three are driven by material selection, not maintenance frequency.
Why Stainless Steel Behaves Differently
The difference between carbon steel and stainless steel in corrosive environments isn’t just a matter of degree. It’s a different mechanism entirely.
Carbon steel corrodes continuously. Once the surface oxide (rust) forms, it’s porous and non-adherent. Moisture penetrates through, fresh iron is exposed, more rust forms. The process is self-perpetuating as long as moisture is present.
Stainless steel forms a different type of surface layer: a thin, dense chromium oxide passive film, roughly 1–3 nanometers thick, that bonds tightly to the base metal and blocks further oxidation. Unlike rust, this passive film is not porous. When scratched or damaged, it re-forms spontaneously in the presence of oxygen, a property called self-healing passivity.
The practical consequence for ball joints is significant. A stainless steel ball in its socket does not generate expanding corrosion products. No rust jacking occurs. The ball surface remains dimensionally stable, which means the clearance between ball and housing remains consistent throughout service life. Articulation stays free.
The critical requirement is that the passive film remains intact. Chloride ions are the primary threat: they displace oxygen from the passive film surface, initiate pitting at defect sites, and in sufficient concentrations can cause persistent localized attack. This is why stainless steel grade selection matters. Not all stainless is equally resistant to chloride-driven film breakdown.
Which Grade: 316 vs 316L vs 2205
Three stainless grades dominate ball joint applications. The right choice depends on the severity of the corrosive environment, not on which grade is cheapest or most familiar.
316 (UNS S31600 / EN 1.4401)
The standard marine-grade austenitic stainless. Chromium at 16–18%, nickel at 10–14%, and molybdenum at 2–3%. The molybdenum content is the key addition relative to 304. It significantly improves resistance to pitting and crevice corrosion in chloride environments by stabilizing the passive film against chloride attack. PREN for 316 is typically around 24–26.
For most industrial applications with incidental moisture exposure or mild chemical contact, 316 is the correct and sufficient specification. It eliminates rust jacking by eliminating rust. In atmospheric coastal environments, processing equipment washed with non-aggressive cleaning solutions, and mechanical linkages where the ball joint sees occasional water but not continuous immersion, 316 performs without issue.
316L (UNS S31603 / EN 1.4404)
316L shares the same composition as 316 but with reduced carbon content (0.03% maximum versus 0.08%). The low-carbon specification prevents a phenomenon called sensitization, meaning carbide precipitation at grain boundaries during welding or high-temperature processing that depletes the chromium-rich passive film in a narrow heat-affected zone, creating localized corrosion susceptibility.
For ball joints that are welded into an assembly, or for any application where the component may see temperatures in the sensitization range (425–870°C) during fabrication, 316L is the correct choice over standard 316. For machined, non-welded ball joints in moderate service environments, the practical difference between 316 and 316L is minimal.
2205 Duplex (UNS S32205 / EN 1.4462)
When the service environment involves direct seawater immersion, concentrated chloride streams, or conditions where 316 shows evidence of pitting, 2205 duplex is the appropriate step up. Its PREN of ~35 reflects substantially higher chromium (22%), molybdenum (3%), and nitrogen (0.17%) content than 316. The duplex microstructure also gives 2205 roughly double the yield strength of 316, around 450 MPa versus 210 MPa, which is useful in high-load linkage applications where section size reduction is desirable.
2205 is the standard specification for ball joints in offshore piping systems, subsea equipment, and chemical processing lines where chloride concentrations and temperatures would exceed 316’s reliable performance envelope. One practical note on machining: 2205 is harder than 316 (typically 290 HB vs 217 HB), which helps it resist fretting and surface wear in dynamic ball joint applications, but requires appropriate tooling and conservative parameters for precision machining.
| Grade | PREN (typical) | Yield Strength (min) | Best Application | Relative Cost |
|---|---|---|---|---|
| Carbon steel (C45) | N/A (corrodes) | ~340 MPa | Dry indoor, non-corrosive | Lowest |
| 316 (S31600) | ~24–26 | ~210 MPa | Coastal, mild chemical, food processing | Moderate |
| 316L (S31603) | ~24–26 | ~205 MPa | Same as 316, plus welded assemblies | Moderate |
| 2205 duplex (S32205) | ~35 | ~450 MPa | Seawater immersion, offshore, high-chloride chemical | Higher |
Design Factors That Material Alone Cannot Fix
Switching from carbon steel to stainless eliminates rust jacking and galvanic corrosion from the material side. But crevice corrosion is partly a geometry problem, and even 316 stainless can suffer localized attack in a poorly designed joint assembly.
A few practical considerations that matter regardless of grade:
Socket clearance and drainage: Tight crevice geometry between ball and housing concentrates chlorides and depletes oxygen. Where possible, ball joint socket designs should allow some drainage rather than trapping moisture indefinitely. For sealed joints, ensure the sealing is effective. A partially sealed joint that allows moisture ingress but prevents drainage is the worst-case geometry.
Surface finish: Smoother ball surfaces reduce the number of surface defects where passive film breakdown can initiate. For demanding chloride environments, electropolished or passivated stainless ball joints provide better long-term passive film integrity than machined-only surfaces. Post-machining passivation per ASTM A967 re-establishes the passive layer after any free iron contamination from tooling.
Lubricant compatibility: Stainless ball joints in articulating linkages still benefit from appropriate lubrication, not to prevent corrosion, but to manage surface wear and reduce fretting. Unlike carbon steel joints where the lubricant is competing with active corrosion, stainless joints use lubricant purely for tribological performance. PTFE-based or compatible grease avoids attacking the passive film.
Dissimilar metal contact: Even in an all-stainless assembly, contact between significantly different grades (e.g., 316 ball against a 17-4PH housing) can generate a modest galvanic couple. In practice this is rarely a significant concern with stainless-to-stainless contact, but it’s worth confirming grade compatibility in assemblies that combine martensitic, austenitic, and duplex components.

Practical checklist before specifying a ball joint:
- Is the environment dry/indoor only? Carbon steel is acceptable.
- Moisture, coastal air, occasional spray? 316 or 316L is the minimum.
- Welded assembly or fabrication heat involved? Specify 316L, not 316.
- Continuous seawater, brine, or chemical immersion? Step up to 2205 duplex.
- Check socket geometry for trapped moisture. Design matters alongside material.
Making the Right Call at the Start
Seized ball joints are not a maintenance problem. They’re an engineering problem that shows up as a maintenance problem, costing service time, replacement parts, and in some applications, unplanned downtime that dwarfs the original material cost differential.
The decision framework is straightforward. Carbon steel works in controlled, dry environments with no corrosive exposure. For anything involving water, especially salt water, humidity cycles, or chemical cleaning, the passive film of stainless steel eliminates the root cause of seizure rather than managing its symptoms.
Most applications land in the 316 or 316L range. Welded assemblies, food-grade, and anything coastal: go 316L. Offshore or chemical processing with meaningful chloride concentration: 2205 is the appropriate specification. The cost premium at the component level is always smaller than one seizure-driven replacement cycle.
Profab Machine supplies precision stainless steel ball joints in 316, 316L, and 2205 duplex, machined to customer drawings with full MTR documentation. For applications where material selection directly affects service life, ball joint stainless steel specifications and custom fabrication options are available through our engineering team.
Send Inquiry Now
Related Resource

Why Food Grade Trailer Actuators Fail in Food Logistics
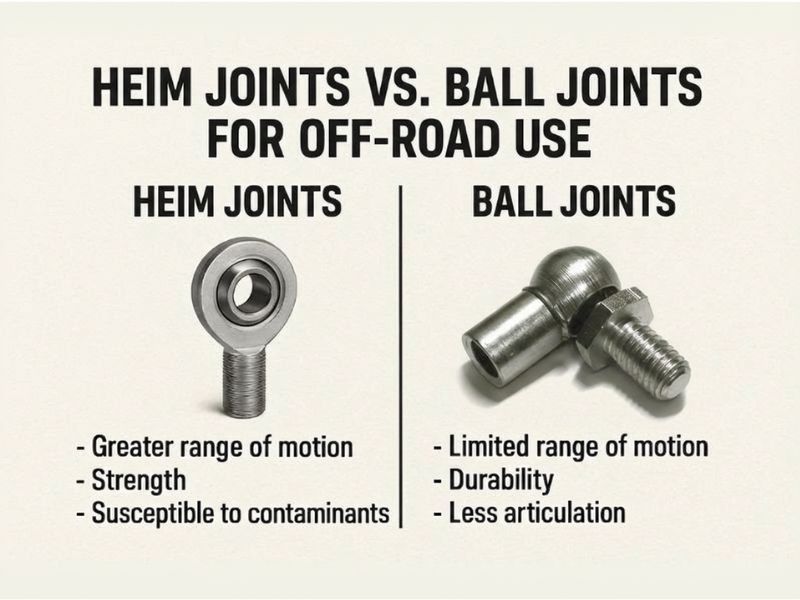
Comparing Heim Joints and Ball Joints for Off-Road Use
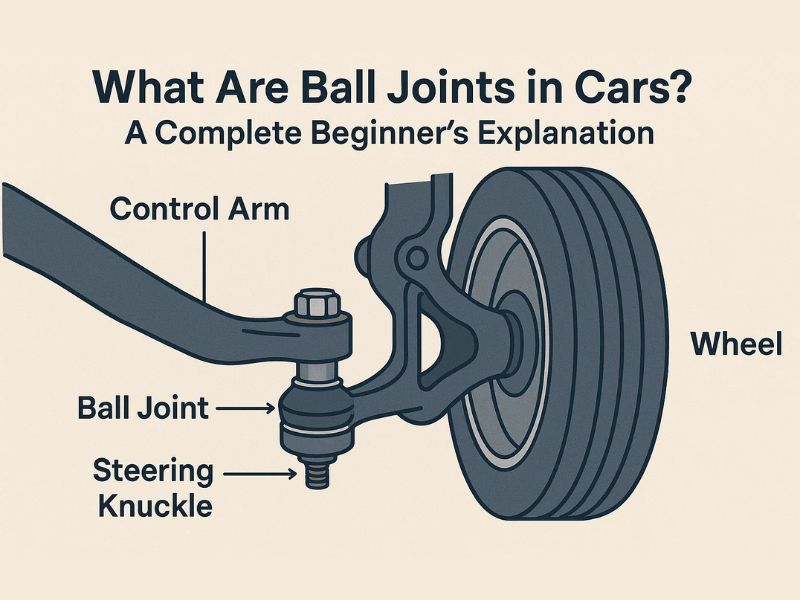
What Are Ball Joints in Cars? A Complete Beginner’s Explanation