- By Profab /
- May 11, 2026

Table of Contents
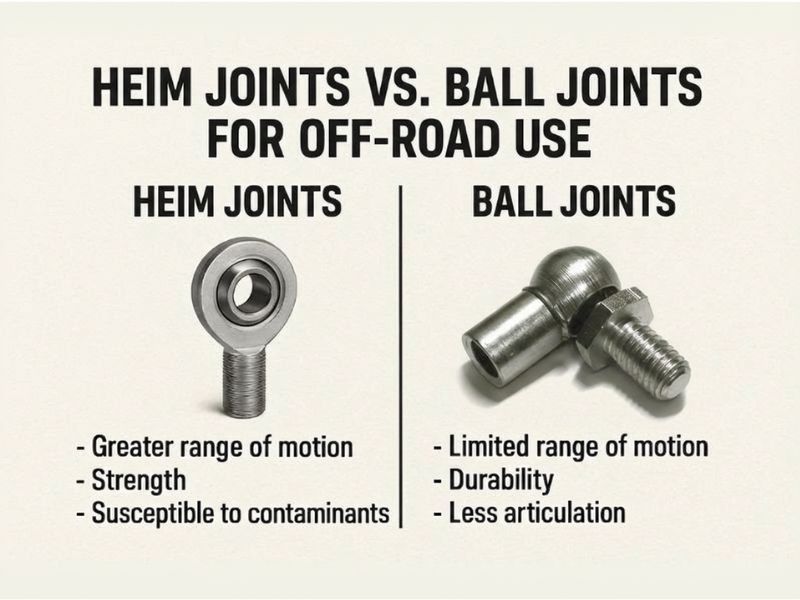
The argument has run for decades on every 4×4 forum online: heim joint or Johnny joint, which is better? The answer given is almost always the same. Johnny joints for street-plus-trail rigs. Heims for pure off-road or competition builds. Rubber bushings if you just want a quiet ride.
That answer is not wrong. It is just incomplete.
The forum consensus focuses almost entirely on one application, one use environment, and one performance variable: suspension articulation on modified Jeeps. Engineers, OEM fabricators, and industrial procurement teams work with both joint types across a far wider range of conditions. The question they need answered is not just “which flexes more.” It is: which joint type survives the environment it will actually operate in, at the load it will actually carry, with the maintenance cadence the application actually allows.
What Each Component Actually Is
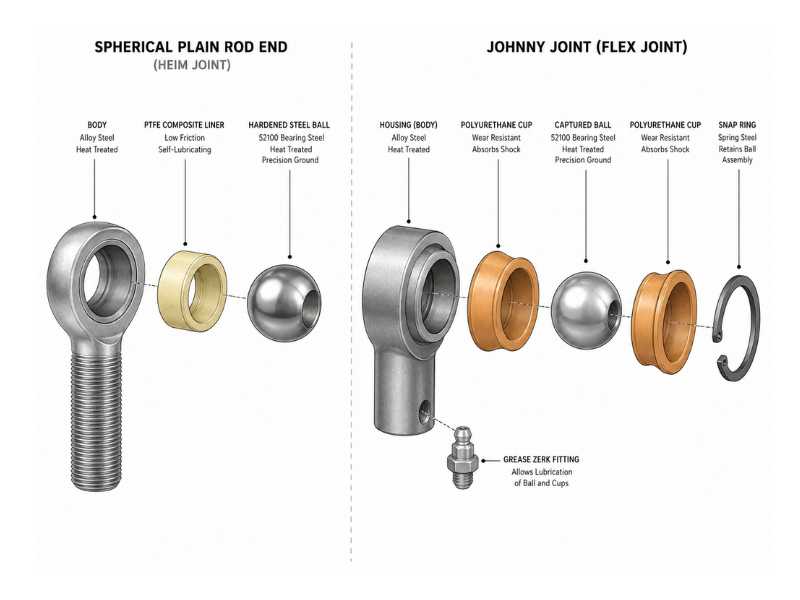
The term “heim joint” is a brand name that became a generic. The formal designation is spherical plain rod end, governed by ISO 12240-4 and DIN ISO 12240. It consists of a machined housing, a hardened steel or stainless steel ball, a liner between the ball and housing bore, and a threaded shank. The liner is the most consequential element and the one most often ignored in comparison articles.
A Johnny joint is a proprietary flex joint design originally produced by Currie Enterprises (now sold under the RockJock 4×4 brand). The core mechanism is different: the ball is captured between two polymer cups, typically polyurethane, inside a tubular housing. A snap ring retains the assembly. A grease zerk allows periodic lubrication of the polymer-to-ball interface. The joint can be disassembled and the cups replaced without replacing the housing or ball, which is the source of its “rebuildable” reputation.
These are functionally distinct components that solve the same problem (allowing angular misalignment in a loaded linkage) through different mechanisms, with different performance envelopes.
The Mechanical Difference That Actually Matters
A heim joint operates on near-zero-friction rotation. The ball moves against the liner with minimal resistance. There is no spring return. Under load, the joint transmits force precisely, with no elastic buffering and no energy absorption between the housing and the ball.
A Johnny joint works differently. The polymer cups grip the ball with intentional preload. As the joint articulates, the cups compress and recover. That elastic behavior is what gives the joint its road-noise damping character and its tolerance for misalignment without the hard-stop feel of a rod end at its angular limit.
From a mechanical engineering standpoint, the heim joint behaves like a frictionless pivot. The Johnny joint behaves like a stiff bushing that allows rotation. The implication: in any linkage where geometry control is the priority, the heim is the more precise instrument. In any linkage where isolation from impact and vibration matters, the Johnny joint’s elasticity is doing real work.
The Variable Nobody Talks About: Liner Material
Every discussion of heim joints that evaluates them as a single category is missing a critical distinction. The liner, which sits between the ball and the housing bore, determines wear rate, contamination resistance, and service life in ways that dwarf the heim-vs-Johnny debate.
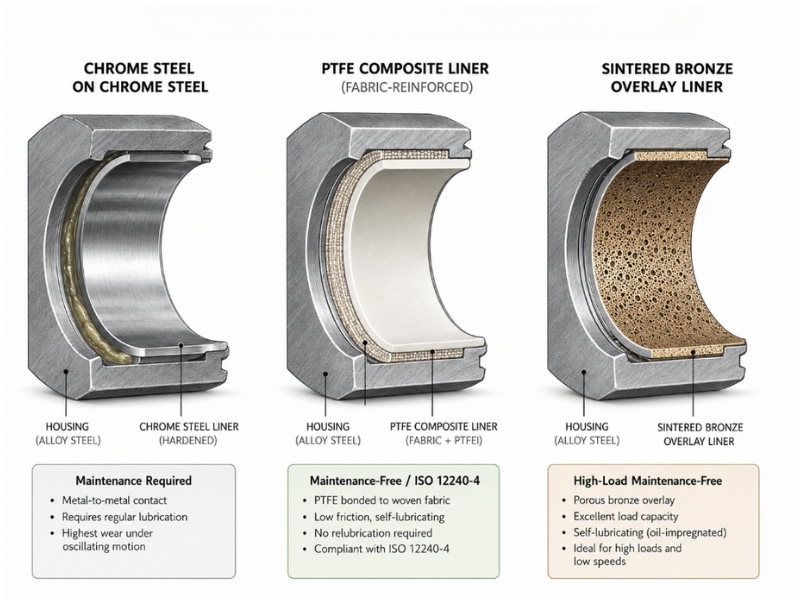
The three liner types in common use behave very differently:
Chrome steel on chrome steel. No liner at all, just hardened surfaces running against each other, typically with grease. High load capacity. Rapid wear when contamination enters the joint. This configuration is appropriate for clean, grease-maintained industrial linkages. It is not appropriate for environments where sand, water, or agricultural particulate exposure is constant.
PTFE (Teflon) composite liner. The most common liner in quality off-road and industrial rod ends. PTFE-impregnated fabric bonded to the housing bore provides maintenance-free operation and good contamination tolerance. Dynamic load capacity is lower than chrome-on-chrome, but service life in real-world dirty conditions is substantially longer. Joints built to ISO 12240-4 Maintenance-Free Class use this liner type.
Sintered bronze / PTFE overlay. A hybrid liner used in higher-load maintenance-free applications. Common in agricultural and construction equipment where bearing loads are higher and re-greasing is not practical.
Most forum comparisons treat all heim joints as equivalent. They are not. A chrome-on-chrome steel rod end from an industrial supplier and a PTFE-lined automotive-spec rod end share a housing geometry but differ substantially in service life under contamination.
| Liner Type | ISO 12240-4 Class | Maintenance | Contamination Tolerance | Relative Load Capacity | Typical Application |
|---|---|---|---|---|---|
| Chrome steel on chrome steel | Class K (maintenance-required) | Grease interval required | Low — wear accelerates with ingress | Highest | Clean industrial linkages, press tooling |
| PTFE composite (woven fabric) | Class E (maintenance-free) | None | Moderate — tolerates light dust and moisture | Medium | Automotive, off-road suspension, general industrial |
| Sintered bronze / PTFE overlay | Manufacturer-specific (MF class) | None | Moderate to high | Medium-high | Agricultural equipment, construction machinery, heavy actuators |
Procurement Note: What to Specify When Ordering
When sourcing spherical rod ends, specify liner type explicitly. ISO 12240-4 Grade K denotes maintenance-required (greased metal contact). Grade E denotes elastomeric lined. Maintenance-free PTFE composites fall under specific manufacturer standards. A purchase order that specifies only thread size and housing material leaves liner type undefined. In contaminated or wet environments, that omission will cost you in replacement cycles.
Load Ratings and the Missing Spec Sheet
Forum discussions of joint strength rely heavily on anecdote: “I ran 3/4-inch heims for eight years and never broke one.” That is field experience, and it has value. It is not a load rating.
ISO 12240-4 defines dynamic and static radial load ratings (Cr and C0r) for spherical plain rod ends based on housing bore diameter, ball diameter, and liner type. These ratings allow engineers to calculate bearing life in hours or cycles under defined load conditions.
Johnny-style flex joints carry no equivalent standardized load rating. The RockJock specifications list housing dimensions, bolt sizes, and angular travel. They do not publish dynamic radial load in kilonewtons. For an OEM integrating these joints into a production linkage, that absence requires physical testing or conservative safety margins.
For applications where load certification matters, such as lifting equipment, actuator linkages in food processing machinery, or structural components subject to CE marking requirements, only the rod end has an auditable technical specification. The flex joint does not.
Operating Environment Is the Decision Variable Most Guides Skip
The conventional selection logic (flex joint for street/trail, rod end for competition) is based on one environment: automotive suspension in off-road conditions. Expand the operating context and the decision tree branches further.
Marine and saltwater environments. A standard carbon steel rod end with zinc plating will corrode rapidly in continuous saltwater exposure. PTFE-lined stainless steel rod ends (316 or 316L housing, 316 ball) or chromoly rod ends with appropriate surface treatment are the specification for marine hardware linkages. Polyurethane cups in a Johnny-style joint absorb less moisture than a metal liner, but the housing and ball are still exposed to corrosion unless constructed from stainless.
Food processing and hygienic applications. Grease zerks are disqualifying in most food-contact environments. PTFE-lined maintenance-free rod ends in 316L stainless, with polished surface finish (Ra 0.8 or better), are standard in actuator linkages for food-grade equipment. The Johnny joint’s grease fitting and polymer cup are not compatible with CIP cleaning cycles or FDA-compliant lubricant requirements.
Industrial dry environments (actuators, brackets, linkages). This is the heim joint’s home territory. Clean, defined loading, access for periodic inspection. A properly sized rod end with appropriate liner runs for years in this context.
High-dust or high-water-intrusion environments (agricultural, mining, construction). Contamination tolerance becomes the dominant variable. A sintered bronze or PTFE liner in a sealed housing performs better than chrome-on-chrome. Johnny joints handle contamination reasonably well due to the polymer cup’s tolerances, but they lack the positive sealing of a wipered rod end bearing.
The Fabricator's Selection Logic
Experienced fabricators running 4-link and triangulated-link suspension systems often use both joint types within the same build, matched to position-specific requirements.
Frame-end joints on trailing arms handle primarily axial and radial loads with consistent geometry. The rod end’s precision suits this position. Axle-end joints on lower links see higher impact loads and benefit from the polymer cushioning of a flex joint.
That position-specific approach reflects a principle that applies beyond suspension fabrication: joint type selection should follow load path analysis, not product category loyalty. Torque loads, radial loads, and impact shock have different implications for joint geometry and liner behavior. An engineer specifying a linkage for industrial machinery reaches the same conclusion that experienced off-road builders reach through trial and error: match the joint type to the force profile at that specific location.
Material Grade: The Question Nobody Asks at the Parts Counter
Most commercial rod ends come in carbon steel with zinc plating or clear zinc finish. This is adequate for dry, protected environments. It is not adequate for marine, food, or outdoor industrial applications without additional treatment or a full material upgrade.
Stainless steel rod ends (304 or 316) are available and appropriate for corrosive environments, but come with tradeoffs. Stainless has lower tensile strength than chromoly at equivalent cross-section. A 316 stainless rod end in the same housing diameter as a 52100 steel rod end will have a lower dynamic load rating. That tradeoff must be calculated, not assumed acceptable.
Surface treatments worth understanding: passivation restores the natural chromium oxide layer on stainless after machining, improving corrosion resistance without dimensional change. Electropolishing goes further, removing surface asperities and improving both corrosion resistance and cleanability. Neither treatment applies to carbon steel rod ends, which rely on plating for corrosion protection.
For procurement teams sourcing rod ends from Profab, material test reports (MTR) for the housing and ball material are the verification standard. Requesting a mill certificate from the steel supplier, cross-referenced against the finished part, confirms that the specified grade was actually used.
Maintenance and Lifecycle Cost
The maintenance economics are often cited but rarely quantified accurately.
A greased chrome-on-chrome heim joint in a dirty environment will require replacement within one to two seasons of hard use. A PTFE-lined rod end in the same environment will last considerably longer but cannot be rebuilt when worn. The entire joint is replaced.
A Johnny joint’s cups can be replaced without replacing the housing or ball. Replacement cup kits cost substantially less than a complete joint. For high-wear applications with easy access, that rebuildability is genuine cost savings. For applications where joint replacement is labor-intensive or infrequent, the rebuild advantage matters less.
The honest maintenance comparison depends on three variables: liner type in the rod end, contamination exposure in the environment, and labor cost of joint replacement. Treating “heim joints wear out fast” as a universal statement ignores liner type. Treating Johnny joint rebuildability as universally decisive ignores access and replacement frequency.
What to Check When Sourcing Either Joint Type
For either joint type purchased from a new supplier:
Dimensional verification against spec. Thread pitch, housing bore, shank diameter, and angular travel should be confirmed against drawings, not taken on catalog description alone.
Material certification. Request an MTR for housing and ball material. For stainless steel joints, confirm the actual grade (316 vs. 304) with chemical composition data.
Liner inspection. For rod ends, visual inspection of liner condition before assembly. Scoring, delamination, or contamination at the factory is a quality signal.
Load rating documentation. For industrial or OEM applications requiring traceable specification, confirm that the supplier can provide ISO 12240-4 or equivalent rated load data for the specific joint.
Angular travel. Both joint types are available in standard and high-misalignment configurations. Confirm that the rated angular travel matches the application’s geometric requirement. Using standard misalignment spacers to extend angular travel beyond the rated range creates premature wear at the liner edge.
Summary
The Johnny joint vs. heim joint question does not have a single correct answer. It has context-dependent answers.
For off-road suspension where vibration isolation and rebuildability matter, flex joints have earned their reputation. For applications where geometry precision, hygienic compliance, load certification, or corrosion environment drive the specification, the rod end is the appropriate baseline, with liner type and material grade as the critical sub-specifications.
For industrial fabricators and OEM procurement teams, the decision framework is: define the operating environment, identify the load profile at the specific joint location, specify liner type and material grade accordingly, and require documentation that confirms the material and rating before the part goes into production.
Send Inquiry Now
Related Resource

Related Resource

When Should You Use a Spherical Bearing Instead of a Rod End?

What Causes Noise and Play in Spherical Bearing Assemblies?

Common Causes of Failure in Stainless Steel Spherical Bearings