Stainless Steel Gear Galling: Reasons And How To Solve Them
- By Ray Wang /
- June 29, 2026

Table of Contents
Take apart a stainless steel gear assembly that seized prematurely and the damage is unmistakable. The contact surfaces look torn. Metal is pulled from one face and deposited on the other, and components are sometimes welded so firmly that the mating surfaces cannot be separated without additional damage. This damage is not standard wear. It is classic galling, and the mechanism is completely different from ordinary sliding wear, meaning that treating these issues the same way yields no results.
Galling is far more pronounced in austenitic grades (304, 316) than in carbon steel or cast iron, and understanding why is the starting point for any real fix.
What Galling Actually Is
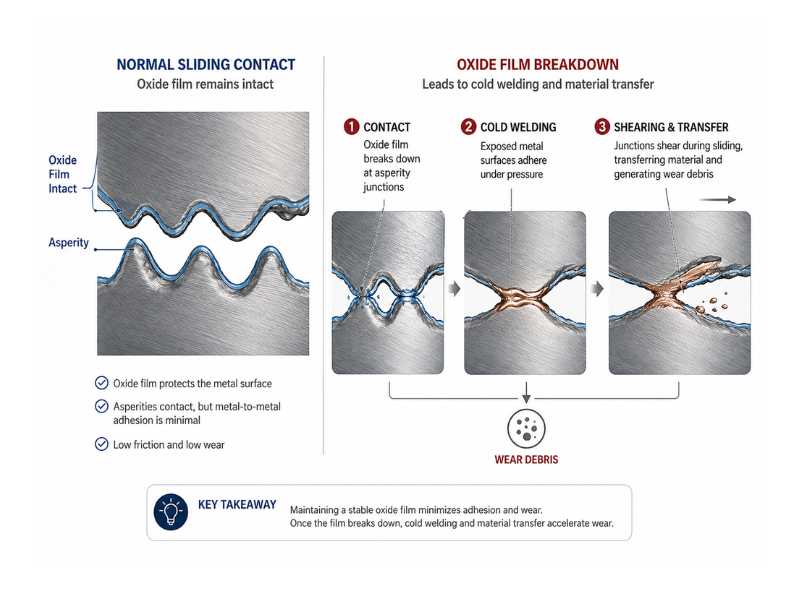
Galling is adhesive wear caused by localized solid-phase welding between contacting metal surfaces under compressive load. When two surfaces slide, the microscopic peaks that make up surface roughness, known as asperities, contact first. Under sufficient pressure, those asperities plastically deform. If the oxide films that normally separate the bare metal surfaces break down at the contact zone, atomic bonding occurs. The surfaces cold-weld momentarily.
When load and sliding continue, those micro-welds shear. Material transfers from one surface to the other, or tears from both. The result is the lumpy, torn texture characteristic of galled components.
⚠️ Galling is not a surface finishing problem. A precision-machined surface can still gall. The mechanism operates at the material and tribological level, which is why the fix requires more than a better polish.
Why Stainless Steel Galls So Readily
304 and 316 are the most common austenitic stainless grades in industrial gear applications. They combine a high work hardening rate, a thin passive oxide film that can’t reform fast enough under sustained sliding contact, low thermal conductivity that traps frictional heat at the contact zone, and near-identical hardness between mating surfaces in a same-grade pair. Each of these factors independently raises galling risk. In a gear pair running 304 against 304 or 316 against 316, they compound.
A gear set with similar hardness on both mating faces is the baseline condition for galling failure. Every fix below works by breaking that similarity, through material pairing, surface hardness, or lubricant film. For the underlying mechanism, including why the passive layer fails under gear tooth contact stress but not under static loading, see our grade selection and galling guide for stainless steel gears.
Identifying Stainless Steel Gear Galling vs. Other Failures
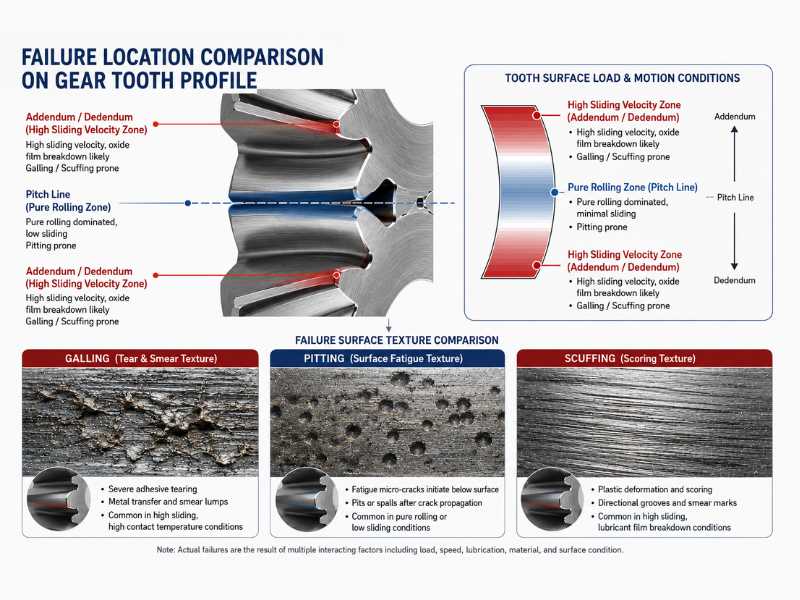
Galling leaves a distinctive damage pattern. The tooth surface shows lumpy, torn material. Metal is pulled from the surface and redeposited, which creates raised ridges or craters. The damage typically concentrates near the tooth root and tip (the dedendum and addendum zones), where the relative sliding velocity between mating teeth reaches its peak and mechanically strips away the passive film. In severe cases, the resulting surface roughness propagates across the full tooth face.
This is different from:
- Pitting: subsurface fatigue cracks leading to circular or elliptical spalling pits; edges are cleaner than galling tears
- Scuffing: directional scratches along the sliding direction, caused by abrasive particles, without the characteristic metal transfer of galling
- Mild adhesive wear: uniform material loss, smooth appearance; galling is the severe end of that spectrum, with visible cold-welded material transfer
If you see torn, transferred metal — that’s galling. Uniform thinning or surface polishing points to something else.
Primary Causes of Galling in Stainless Steel Gears
Inadequate lubrication. The most common cause. Galling requires the passive film to fail and bare metal to contact. Adequate lubricant film prevents that. Standard mineral oils may not provide sufficient film strength for stainless-on-stainless contact. Stainless gear pairs benefit from EP (extreme pressure) lubricants that deposit sacrificial sulfur or phosphorus compounds on the surface when the oxide film fails. Lubrication failures include: wrong lubricant type, insufficient quantity, water contamination, thermal degradation, or gear geometry that restricts lubricant access to the tooth flanks.
Same-grade material on both components. Running 304 against 304, or 316 against 316, creates the worst possible condition — equal hardness, identical oxide chemistry, no preferential deformation. Any stainless-on-stainless gear pair using the same austenitic grade represents the exact baseline scenario for galling failure.
Surface finish at the wrong end of the range. In high-load gear contact, an incorrect surface roughness accelerates failure. If the tooth flanks are too rough (Ra exceeding 1.2 µm), the prominent microscopic asperities act like a file, aggressively cutting through the mating component’s passive oxide film and causing immediate micro-welding. Conversely, an ultra-smooth mirror finish (Ra below 0.2 µm) can suffer from poor oil retention, leading to a breakdown of the boundary lubrication film. For custom stainless steel gear sets, maintaining a controlled finish in the Ra 0.4–0.8 µm range balances optimal load distribution with essential micro-reservoirs for lubricant retention.
High contact stress at high sliding speed. Galling is most aggressive where heavy load combines with rapid sliding friction. While higher pitch-line velocity can help establish a hydrodynamic lubricant film in some gear systems, the extreme sliding velocity at the tooth tips and roots under high torque carries the highest galling risk. At these extreme contact zones, the friction spikes, the passive oxide layer shears off, and the cold-welding mechanism initiates before the heat can dissipate.
Engineering Solutions for Stainless Steel Gear Galling
Change the Material Pairing
The most effective intervention is eliminating similar-hardness stainless-on-stainless contact.
17-4PH in H1025 or H1075 condition provides a superior balance of high hardness (HRC 35–38) and the impact toughness required to prevent tooth breakage under load. Paired with a 316L gear, the hardness differential changes asperity deformation behavior entirely. The 17-4PH component deforms less; the 316L asperities preferentially deform and spread contact pressure. One caveat: 17-4PH in submerged, stagnant chloride environments is susceptible to crevice corrosion. Don’t position it as a straight corrosion upgrade over 316L in those specific conditions.
Duplex 2205 offers higher yield strength than austenitic grades, better galling resistance than 304/316, and better chloride resistance than either. For gear applications where marine or chemical corrosion is a concurrent requirement alongside the galling fix, it’s the right intermediate choice.
Bronze or aluminum bronze pinion against stainless gear is a proven dissimilar-material pair for worm gears and slow-speed high-load drives. Not always acceptable if the full assembly needs to be all-metallic stainless, but where it’s allowed it works well.
Surface Treatments
Electropolishing removes asperities and the deformed layer from machining, leaving a clean passive film. It helps modestly with galling by reducing asperity height, but it’s not a primary solution where severe galling risk exists. For stainless steel gear components with precision tolerance requirements, electropolishing also improves surface cleanliness and baseline corrosion performance, which provides a useful secondary benefit. Custom-machined stainless gears from Profab Machine are available with electropolishing and passivation as standard post-processing options.
Passivation per ASTM A967 optimizes the passive oxide layer. It follows the same logic as electropolishing because it maintains the film that separates contacting surfaces, but it doesn’t address the fundamental hardness problem.
Low-temperature plasma nitriding (below 450°C) significantly increases surface hardness and galling resistance while preserving corrosion performance. Nitriding of stainless steel requires suppressing the passive film during treatment. Although the process is more complex than nitriding carbon steel, the result is a hard, wear-resistant case with intact stainless character in the surface layer.
Lubrication Upgrades
Switch from standard mineral oil to a lubricant with EP additives (sulfurized or phosphorus-based compounds). These react with metal surfaces under high contact stress and form sacrificial compounds that prevent metallic bonding when the oxide film breaks down. For food-contact gear applications, NSF H1-rated lubricants with EP additives are available. This represents a narrower formulation space than industrial lubricants, but viable options exist.
For slow-moving or infrequently operated gear sets, apply a MoS₂-based anti-galling paste to tooth flanks before first operation. Break-in is consistently the highest-risk period for stainless gear galling, and that first load cycle under inadequate lubrication can initiate damage that propagates throughout service life.
Design-Level Changes
If material and lubrication changes aren’t sufficient, the contact geometry needs examination.
Increasing helix angle in helical gears distributes load over a longer contact line and raises the sliding velocity component, both of which improve lubricant film formation. Increasing face width or module reduces contact stress directly. For gear sets used as positioning stops or held under load at near-zero speed, consider a separate locking mechanism so the gear tooth faces don’t carry sustained compressive load at the conditions most favorable to galling. Slight crown on the tooth profile reduces edge loading. This configuration protects against edge load spikes, which represent a common galling initiation site in precision-machined stainless gear sets.
Grade-Specific Guidance for Preventing Gear Galling
304 gear sets carry the highest galling risk of the common grades. Avoid same-grade mating pairs under any significant load. Use EP lubrication, and substitute 17-4PH or Duplex 2205 for the pinion if the assembly geometry allows.
316 / 316L gear sets have virtually identical galling behavior to 304 despite better corrosion resistance. The molybdenum content helps with chloride corrosion, not with adhesive wear. All the same interventions apply.
17-4PH (H1025 or H1075) paired with an austenitic grade reduces galling risk significantly. While the H900 state offers maximum hardness, the H1025/H1075 treatments provide a superior balance of high hardness (HRC 35–38) and the impact toughness required to prevent tooth breakage. It works exceptionally well as a pinion material against a 316L gear in corrosive environments. Confirm there are no stagnant chloride geometries in the gear enclosure if corrosion resistance is also a requirement.
Duplex 2205 is the right call when both corrosion resistance and reduced galling are required in the same assembly. A 2205 pinion against a 316L gear gives a useful hardness differential alongside better chloride performance than 304/316 alone.
Before Assembly: A Practical Checklist
- Confirm material pairing. Same-grade austenitic mating surfaces under load need explicit justification and a lubrication strategy that accounts for it.
- Specify a controlled tooth flank finish of Ra 0.4 to 0.8 µm for standard applications. Ensure surfaces do not exceed Ra 1.2 µm, as excessive roughness will mechanically rupture the protective chromium oxide film under load.
- Verify lubricant contains EP additives appropriate for the contact pairing.
- Apply MoS₂-based break-in paste to tooth flanks before the first operation.
- Confirm the gear enclosure allows lubricant access to flanks. Sealed sumps with splash lubrication outperform open-drip arrangements for galling prevention.
- For slow-speed, high-load positioning applications, evaluate whether the gear mechanism is correct or whether a screw jack or separate lock eliminates the sustained low-speed high-load condition.
Closing
Stainless steel gear galling is a material and tribological failure, not a manufacturing quality issue. The gear teeth can be machined to perfect tolerances and still seize on first load if the material pairing, surface treatment, and lubrication aren’t matched to the contact conditions. The combinations that consistently work require a clear hardness differential between mating surfaces, EP lubrication with adequate film strength, and a contact geometry that avoids sustained high load at near-zero sliding speed.
If your application involves custom stainless steel gears with specific material, surface treatment, or dimensional requirements, can work through material selection and post-processing specifications with your engineering team before parts are ordered.

Ray Wang is an engineer at Profab Machine with more than 20 years of experience in stainless steel applications and automotive parts. Over the years, he has built deep expertise in precision machining, material behavior, and practical engineering solutions. His hands-on background and strong focus on quality help ensure every project meets demanding performance and reliability standards.
Ray Wang is an engineer at our company with more than 20 years of experience in stainless steel applications and automotive parts. Over the years, he has built deep expertise in precision machining, material behavior, and practical engineering solutions. His hands-on background and strong focus on quality help ensure every project meets demanding performance and reliability standards.
Send Inquiry Now
Related Resource
Stainless Steel Gears: Grade, Galling, and Sourcing

Helical Gear vs Spur Gear Key Differences Explained