Drive & Conveying
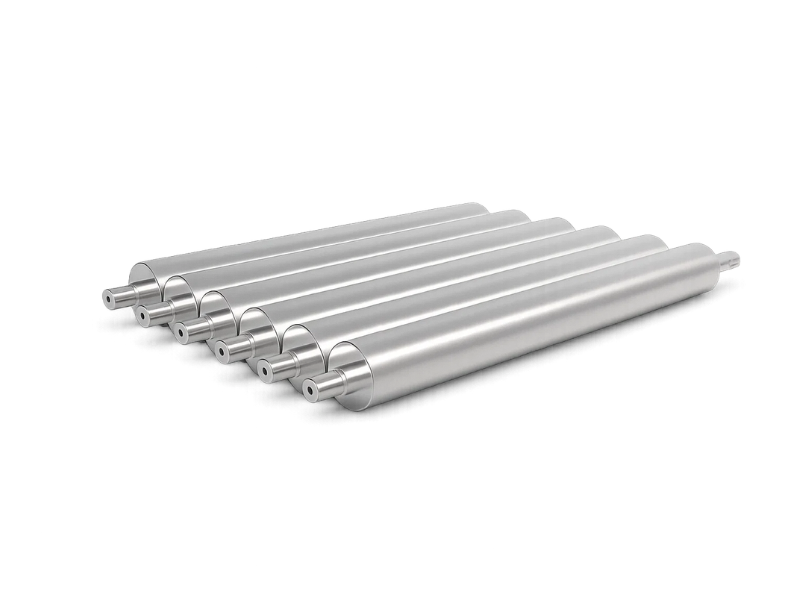
Stainless Steel Roller Conveyors
304 and 316L stainless steel roller conveyors — gravity, powered and CDLR types. All-stainless construction: tube, hex axle, sealed bearings, welded frame. FDA/USDA washdown rated. Custom width, roller pitch and section length. OEM production runs accepted.
- ISO 9001 Certified
- Custom OEM Solutions
- Fast Global Shipping
- Technical Support

Product Range
Types of Stainless Steel Roller Conveyors
Conveyor type is determined by product weight, required line speed, accumulation requirement, and whether the conveyor must stop product without back-pressure. All three share the same all-stainless roller and frame specification.

Gravity Roller Conveyor
Low maintenance
Accumulation lanes
Free-spinning rollers are mounted in a static frame. Products are moved by manual push, gravity on a slight incline (typically 1°–3°), or by momentum from upstream equipment. No drive components means no motor, no gearbox, no chain, and no electrical enclosure to seal against washdown. Stainless steel gravity conveyors have the lowest installation cost, the lowest maintenance overhead, and the simplest sanitation profile. There are no belt tracking issues and no dead zones created by belt tension. Ideal for assembly staging, accumulation lanes, and inter-station transfer where flow speed is low and controlled.

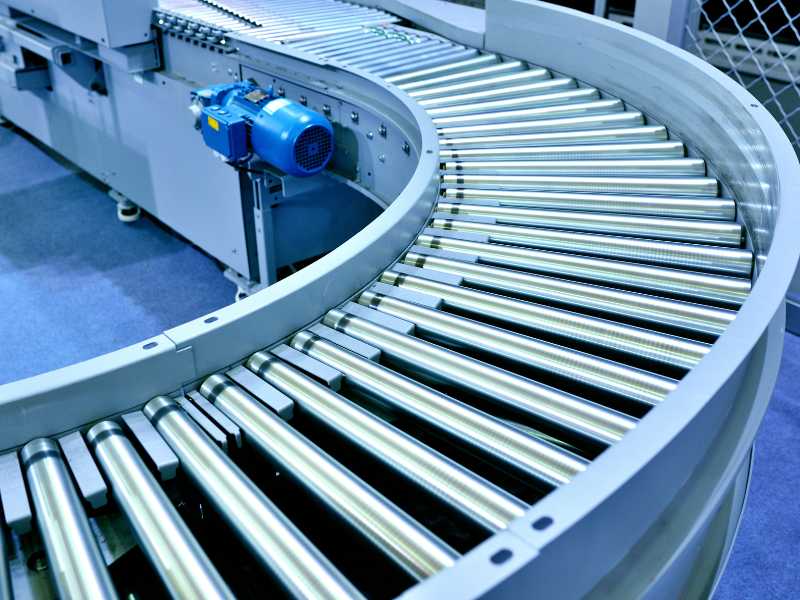
Powered Roller
Zone accumulation
Packaging lines
A motor-driven roller with a 24V DC brushless motor built inside one roller tube drives adjacent free rollers via flat poly-V drive bands. The low-voltage DC system is inherently safer in washdown environments than AC drives. The low-profile drive band sits under the product zone rather than at the side. It keeps the product path obstruction-free. Zone-based zero-pressure accumulation is achievable by switching individual zones on and off, eliminating product-to-product contact and carton damage without back-pressure. Preferred for automated packaging lines, case handling after sealing, and controlled-speed feeding into checkweighers or labellers.

Chain-Driven Live Roller
High torque
Pallet & drum
Roller chain runs beneath the roller bed and drives every roller via a sprocket at the roller end. CDLR conveyors handle drums, IBC totes, pallets, and heavy-duty crates that MDR systems cannot move reliably. The roller chain and sprockets require corrosion-resistant specifications in washdown environments. Profab builds CDLR conveyors with 316L roller tubes, stainless conveyor chain, and stainless sprockets as a complete system. Suitable for loading dock transfer, cold store pallet handling, and heavy drum movement in chemical and brewery facilities where gravity and MDR conveyors cannot provide sufficient drive torque.
Roller Size Reference
Standard Roller Diameters & Load Ratings
Roller diameter and wall gauge determine load capacity per roller. Between-frame (BF) width and roller pitch are configured to your product dimensions — specify product length, width and weight at enquiry and we will calculate the minimum roller pitch to ensure at least three rollers support the shortest product in your mix at all times.
| Roller Dia. | Wall Gauge | Roller Cap. | Frame Cap./ft | Bearing Grade |
|---|---|---|---|---|
| 1⅜″ (35 mm) | 16 ga (1.5 mm) | 90 lbs | ~180 lbs | Semi-precision SS |
| 1⅝″ (41 mm) | 16 ga (1.5 mm) | 100 lbs | 235 lbs | Delron/SS non-precision |
| 1¾″ (45 mm) | 11 ga (3 mm) | 290 lbs | ~400 lbs | Semi-precision SS |
| 2½″ (63 mm) | 11 ga (3 mm) | 594 lbs | ~800 lbs | ABEC-1 316 SS sealed |
| 3½″ (89 mm) | 7 ga (4.5 mm) | 1,000+ lbs | Custom | ABEC-3 precision SS |
| Custom | Per spec | Per calc | Per calc | Per application |
* All roller capacities for 20″ (510 mm) roller length. Shorter rollers carry proportionally more.
* BF widths: 12″–60″ standard; up to 96″ on request. Section lengths: 5 ft and 10 ft standard.
* Roller pitch (centre-to-centre): 1.5″ to 12″; custom pitch available.
Washdown Rating & Bearing Selector
Choosing the Right Combination
Not all stainless conveyors are equal under FSMA, HACCP, or EHEDG inspection. The hygiene rating of the entire conveyor is determined by its weakest component. The bearing specification is where most catalogue conveyors fall short.
Hygiene Class vs Specification
Wipe-down (low splash)
304 tube · Non-ss axle OK · Delron brg
Washdown (regular hose)
304 all-ss · Sealed ss bearing · 2B frame
Hygienic (full CIP)
304/316L · Continuous weld · ABEC-1 sealed
Sterile zone (pharma)
316L all-ss · EP finish · Cleanroom grease
Sealed bearing
Maintenance-free · Washdown · Replace when worn
Shielded bearing
Re-greaseable · Higher speed · Not for wet zones
Sleeve bearing
Self-lubricating · Low noise · Light–medium load
Material Specification
Choosing the Right Grade
A conveyor roller has five material components. Specifying only the tube grade and leaving the axle, bearing and housing to “standard” produces a roller that corrodes from the inside out in any wet or acidic environment.
304 Stainless — General Hygiene Service
The standard specification for food processing conveyors in environments cleaned with standard CIP chemistry — dilute NaOH (caustic) at 2–3% and HNO₃ (nitric acid) at 0.5–1.5%. Grade 304’s 18–20% chromium and 8–10% nickel provides adequate corrosion resistance in these conditions, and its excellent weldability allows continuous-weld frame construction at standard cost. The 2B mill finish (Ra ≤ 0.8 µm) on tube and frame surfaces is the standard for food-zone equipment under EHEDG and 3-A guidelines. Profab XRF-verifies 304 composition on every production batch.
Food & Washdown Standard
316L Stainless — Chloride & Acid Resistance
Specified when the process environment includes chloride-containing cleaning agents (hypochlorite sanitisers at concentrations above 200 ppm), seawater-adjacent facilities, peracetic acid CIP, or product media with significant salt or acid content. The 2–3% molybdenum addition raises PREN to ≥ 24, preventing pitting at the roller tube surface and weld heat-affected zones that cause 304 to develop localised corrosion in these conditions. Required for seafood processing, marination lines, and any installation subject to regular hypochlorite sanitisation — the condition that most frequently leads to premature corrosion failure in 304 conveyors.
Corrosive / Chloride Service
Sealed SS Bearings — The Component That Fails First
Bearings are the highest-wear component in a roller conveyor and the first point of moisture ingress in a washdown environment. Sealed bearings prevent washdown water from entering the raceway during cleaning cycles. It’s the primary cause of bearing failure in food-zone conveyors. Profab specifies 316L stainless ball bearings with polypropylene housing on all washdown-rated conveyors. For high-speed or high-load applications (CDLR, heavy pallet transfer), ABEC-1 precision bearings with stainless steel balls and a pre-loaded grease charge are specified. Bearings are individually replaceable without frame disassembly.
Surface Finish
Applications
Diverse Applications of Stainless Steel Roller Conveyors
Stainless roller conveyors are specified wherever carbon steel would corrode, where daily washdown with caustic or acid CIP chemistry is required, or where food safety regulations mandate documented material compliance for product-contact surfaces.
01

Meat & Poultry Processing
All-stainless 316L conveyors for evisceration lines, trimming stations, and carton handling downstream of chill storage. High-frequency daily washdown with hypochlorite sanitisers at 200–400 ppm requires 316L tube and axle to prevent pitting corrosion at weld zones and roller ends. USDA inspector access and zero-crevice weld specification required for federal inspection plant approval. Profab builds to MPI/USDA process authority documentation requirements.
02

Brewing & Beverage
304 powered roller conveyors for can and bottle handling after filler and seamer stations. MDR zone-accumulation for controlled zero-back-pressure feeding into labellers and packers. Gravity sections at packing line out-feed. Peracetic acid CIP sanitisation at 0.2–0.3% requires sealed bearings — standard Delron housing bearings fail in PAA service within 12 months. Profab specifies polypropylene housing sealed bearings as standard on all brewery conveyors.
03

Pharmaceutical & Cleanroom
316L conveyors with electropolished roller tubes (Ra ≤ 0.4 µm) for drug product transfer in controlled clean zones. No lubricant-filled bearing cavities in the product zone — cleanroom-grease sealed bearings only. Continuously welded frame with crevice-free welds for validated cleaning procedures under 21 CFR Part 211. FDA material compliance documentation for all product-contact components supplied with the conveyor as a standard deliverable for process validation.
04
Seafood & Aquaculture
316L all-stainless construction is mandatory for seafood processing. The high chloride load from seawater-adjacent product and hypochlorite sanitisation creates the most aggressive corrosion environment for any conveyor specification. 304 conveyors in seafood plants typically show crevice corrosion at weld zones within 18 months. Under-rail water run-off design — no flat horizontal surfaces that pool sanitiser.
05
Freezer & Cold Chain
Stainless gravity conveyors for frozen product handling and cold store transfer. Condensation in freeze/thaw cycling environments corrodes carbon-steel bearing axles within one season — all-stainless construction is the only specification that maintains bearing and axle integrity through regular temperature cycling. ABEC-1 bearings with low-temperature grease rated to –40°C for blast-freeze tunnel applications where standard bearing lubricants congeal and cause premature failure.
06
Chemical & Battery Manufacturing
316L CDLR conveyors for drum and IBC tote handling in chemical processing facilities where corrosive media spills are a regular occurrence. High-torque chain drive for loads above 500 lbs per roller. Stainless roller chain and 316L sprockets in the drive assembly — carbon-steel chain corrodes rapidly in acidic drip environments and creates a maintenance burden that defeats the purpose of a stainless conveyor body. Full stainless drive assembly is available as standard, not as a special order.
Why Profab
Your Reliable Stainless Steel Roller Conveyors Supplier
Direct-from-Manufacturer Advantage
We are the original manufacturer—eliminate all unnecessary middlemen. That means you get the most competitive prices in the market. Enjoy maximum profit margins while ensuring consistent, high-quality stainless steel parts tailored for your business.
Engineering Support and Fast Sampling
We work closely with your technical team to understand and respond to your unique part needs. Whether it’s a CAD file, material conversion or specific tolerances, we can quickly provide samples and provide expert feedback to accelerate your product development.
Volume Discounts for Scalable Business
The more you order, the more you save. We offer tiered pricing for bulk orders, helping you stay competitive as you scale your business. Enjoy more flexible terms for long-term partnerships.






FAQ
Common Questions
Not seeing your question? Email us at [email protected] and we typically reply same day.
What weld specification should I require for a food-zone conveyor frame?
For food-zone conveyors, require continuous welding at all frame joints — no stitch or skip welding. Weld beads at product-zone surfaces should be ground flush and dressed to a smooth profile (Ra ≤ 0.8 µm) to eliminate the crevices that trap residue and resist CIP fluid penetration.
How do I calculate the correct roller pitch for my product?
The standard rule is that at least three rollers must support the shortest product in your mix at all times. So maximum roller pitch = (shortest product length ÷ 3), rounded down to the nearest standard pitch. For a 300 mm carton, maximum pitch is 100 mm. For products with a soft or uneven base like fresh produce, flexible packs, cans without a rigid base. The tighter pitches of 50–75 mm are typical to prevent tip, sag, or product damage on the unsupported span.
What is the difference between sealed and shielded bearings for washdown conveyors?
Sealed bearings have a contact or non-contact rubber or polymer seal on both sides of the bearing raceway. This seal prevents washdown water and cleaning chemistry from entering the bearing. They are maintenance-free. When the bearing lubricant degrades or the seal is breached, the bearing must be replaced. Shielded bearings have a pressed steel shield that prevents large particles from entering but allows moisture and light liquid ingress. They allow re-lubrication through a grease nipple and run at higher speeds, but are not suitable for direct washdown or CIP spray environments.
Related Products
Often Ordered Together



Get in touch with
Ready to Source Stainless Parts?
If you already have the drawings, please send email to [email protected] directly for an instant quote.
Profab
Request a Quote