
- By Profab /
- December 16, 2025
This article outlines the key guidelines and limitations for bending stainless steel parts, including material selection, bend radius requirements, thickness considerations, tooling choices, and common failure risks. Whether you are designing custom stainless steel components or evaluating fabrication capabilities, these practical insights will help you achieve reliable, repeatable bending results.
Table of Contents
What is Stainless Steel Bending?
Bending stainless steel parts is a common manufacturing process across automotive, industrial, and structural applications. Compared with carbon steel or aluminium, stainless steel presents unique challenges due to its higher strength, work-hardening behaviour, and lower thermal conductivity. Without proper bending guidelines, issues such as cracking, springback, dimensional inaccuracy, and surface damage can easily occur.
Material Properties Impacting Bending
Ductility and Strength
Ductility shows how much a metal can stretch or bend before it breaks. Strength tells you how much force the metal can handle. If you choose a grade with high ductility, you can make tighter bends without cracks. Rolled forms of stainless steel are usually easier to bend than drawn forms.
Work Hardening
When you bend stainless steel, you change its structure. This process is called work hardening. The metal becomes harder and stronger, but it also gets less flexible. If you bend the metal too much, it may crack or spring back. You can use annealing to soften the metal if needed. 304 stainless steel does not harden as much as high-carbon steels, but you still need to be careful.
Springback
Springback happens when the metal tries to return to its original shape after bending. Stainless steel has a higher springback than many other metals. You must bend the metal a little more than your target angle to get the correct final shape. For example, 304 stainless steel usually has a springback ratio between 0.70 and 0.80 in standard tests.
Stainless Steel Bending Methods

Stainless steel can be bent through sheet metal bending and tubing bending methods.
Sheet Metal Bending Methods
Sheet Metal Bending uses a press brake. It applies force using a punch (upper tool) and a die (lower tool) to form the sheet into the desired angle.
1. Air Bending
Air bending stainless steel gives you lots of choices for bending. You press the stainless steel sheet into a V-shaped die, but you do not push it all the way down. This method works for many shapes. You might need to change your setup to get the right angle. Air bending can cause springback. The angle is accurate to about half a degree. Air bending is good for small or medium batches.
2. Bottoming Bending
Bottoming helps you control the bend angle better. You press the stainless steel all the way against the die. This method is best when you want very exact and steady angles. Bottoming lowers springback and is accurate to about a quarter degree.
3. Coining Bending
Coining is the most exact way to bend stainless steel. You use a lot of force to press the metal into the die so it matches the die shape. Coining almost stops springback and gives you very exact angles. Pick coining for parts that need perfect results and tight measurements.
4. Roll Bending
The sheet is passed through a series of three or four rollers to gradually form a continuous curve. This bending method is used for creating cylinders, cones, and large, gentle arcs.
5. Hot Bending
Hot Bending involves locally heating the steel to increase ductility before forming, reducing the required force and risk of cracking. Step Bending uses multiple small V-bends to simulate a large radius. These types can be used when the minimum bend radius cannot be achieved through cold forming.
Tubing Bending Methods
Tubing and piping bending is designed to prevent the tube walls from collapsing, wrinkling, or kinking.
6. Rotary Bending
Rotary bending uses a spinning die to make the bend. This method gives you very exact and steady results. You can make bends with a small radius and keep the metal from changing shape too much. Rotary bending works best for certain bend sizes and needs careful setup.
7. Roll Bending (Tube)
The tube is fed through a series of rollers that gradually apply pressure. It’s ideal for architectural railings and large loops where a tight radius is not needed.
8. Compression Bending
The tube is clamped on one end and a wiper block compresses the tube around a stationary bend die. It’s faster and lower cost. But the tube’s cross-section is more likely to deform and not suitable for tight radii.
9. Heat Induction Bending
Localized heat is applied by an induction coil. It softens the steel immediately before it is pulled into a bend by mechanical force. Heat induction bending is often used in industrial, power generation, and petrochemical industries.
10. Mandrel Bending
It is a specialized version of rotary draw bending. This bending inserts a mandrel inside the tube. The mandrel supports the inner diameter, preventing collapse, flattening, and wrinkling on the inside radius.
Stainless Steel Bending Limits
Thickness Range
You need to know the right thickness range for stainless steel bending. Most press brakes work best with sheets less than 3/16 inch thick. For these, you can use a bend radius close to the thickness of the metal. If you use 1/8 inch material, you will often use a gauge instead of a standard bend. The table below shows common thickness ranges and bend radii:
Thickness Range | Bend Radius | Notes |
< 3/16″ | 1 to 1 | Perfect bend in air bending |
1/8″ | Rarely used | Gauge is used for less than 3/16″ |
1.25 < radius/thickness > 1 | Expected | Typical K factor of 0.4 |
Minimum Bend Radius
You should always follow the minimum bend radius for your material. If you use a radius that is too small, you risk cracks or weak spots. For most stainless steel, the minimum bend radius is about equal to the thickness of the sheet. If you use a thicker sheet, increase the bend radius. This keeps your parts strong and free from defects.
Tolerances
Modern CNC press brakes help you achieve tight tolerances. You can expect standard tolerances of ±0.1 mm for linear dimensions and ±1° for bend angles. High precision machines can reach ±0.05 mm and ±0.5°.
You must keep enough distance between holes, edges, and bends. If holes are too close to a bend, the metal can tear or deform. The table below lists minimum distances for different stainless steel types:
Stainless Steel Type | Minimum Distance (mm) |
304 (No.1) | 0.8 |
304 (2B) | 2.0 |
304 (#400) | 4.2 |
430 (2B) | 1.7 |
Tips
Stainless Steel Bending Applications
Stainless steel bending is a crucial fabrication process used across a wide variety of industries.
1. Architecture and Construction
Stainless steel bending is vital for both structural and decorative elements in modern buildings. Common uses include curved facades, Handrails, guardrails, stairs, fences, and balustrades.
2. Automotive and Transportation
The material’s strength and resistance to corrosion and high temperatures make it ideal for vehicles. Bent stainless steel tubing is commonly used for exhaust pipes and mufflers. Structural components like chassis frames, mounting frames, and structural reinforcements. Internal parts include vehicle seats, safety belts, and fuel lines.
3. Medical and Pharmaceutical
Hygienic property of stainless steel is critical in this sector. Components for medical instruments, surgical devices, implants, and prosthetics. Tubing systems like medical tubing, surgical instrument brackets, and precision tubing for various applications.
4. Food Processing and Catering
Its corrosion resistance and cleanability are key for handling food and beverages.
Conveyor belting, chutes, tanks, vats, and other equipment are used in food and beverage production.
5. Industrial and Manufacturing
Stainless steel bending is used to create robust and reliable components for heavy-duty applications. Like Piping systems, industrial equipment, heat exchange and hydraulic components.
How To Bend Stainless Steel
Material Prep
Before you bend stainless steel, get it ready. Clean the surface to take off dirt and oil. Use soap or a degreaser to help with this. Look for scratches or dents on the metal. These can cause trouble when you bend it. Make sure you hold the rod or sheet tight in the machine. This stops it from slipping and helps you bend it right. If the metal is thick or the bend is sharp, you might need heat. Heating makes bending easier and helps stop cracks.
You need to control the bending steps to get good results. Set up your press brake with the right tools and settings. Line up the stainless steel sheet so it does not get scratched. Push with steady force to make the bend you want. After you bend it, check the part to see if it is right. Use checks to make sure the size and angle are correct.
- Use a pressure die to keep the metal still.
- Clamp dies help turn the tube around the bend die.
- Mandrels go inside the tube to give support.
- Wiper dies stop wrinkles from forming inside the bend.
Post-Bend Treatment
After you bend the metal, you need to fix the surface and make it strong again. Grind or polish to take away deep marks. Sand blasting or brushing can clean off dirt and oxides. Use degreaser to get rid of any oil left on the metal. For better rust protection, use acid pickling or passivation. Electropolishing makes the surface smooth and removes tiny bits stuck in the metal. If the metal is stressed, use heat treatment or solution annealing to make it softer and less stressed.
Bending Challenges and Solutions
Springback Control
Stainless steel wants to go back to its old shape after bending. This is called springback. You can stop springback by using different methods. The table below shows some ways:
Technique | Description |
Overbending | Bend the metal a little more than you need. This helps fix springback. |
Bottoming | Push the sheet all the way to match the die angle. This lowers springback. |
Coining | Use a lot of force at the bend line. This gets rid of springback. |
Tooling Adjustments | Use smaller punch tips and tighter dies. This helps stop springback. |
Increased Force | Push harder to make the metal stay bent. |
Active Angle Control | Use CNC press brakes that change as you bend. This keeps angles correct. |
Post-Forming Techniques | Stretch the metal after bending to keep its shape. |
Tips
Preventing Cracks
Cracks can break your part. You can stop cracks by changing how you bend. Try these ideas:
- Use a mandrel or pad to hold the metal in place.
- Put thick grease or MoS₂ paste on the metal to help it bend.
- Do not use chlorine grease. It can cause stress and cracks.
- Bend slowly, about 5 to 10 degrees each second. This helps stop cracks.
Avoiding Surface Damage
Scratches and marks make your parts look bad. Put a soft film on the die to stop scratches. Make sure tools are clean and shiny before you use them. Do not let the metal touch the die directly.
Bending stainless steel parts requires a thorough understanding of material properties, process limitations, and design constraints. Understanding these guidelines enables more efficient production, higher-quality parts, and better long-term performance in real-world use. Profab Machine provides custom stainless steel bending services.
FAQ
What is the best way to prevent cracks when bending stainless steel?
You should bend across the grain direction. Use a larger bend radius for thick sheets. Bend slowly and check for surface defects before starting. Lubricate the metal to reduce friction.
How do you choose the right bend radius for stainless steel?
Check the thickness of your sheet. Use a bend radius equal to or greater than the thickness. For sheets thicker than 3/16 inch, use at least a 4 mm radius.
Send Inquiry Now
Related Resource

Load Capacity Considerations For Clevis Rod Ends In Construction Machinery
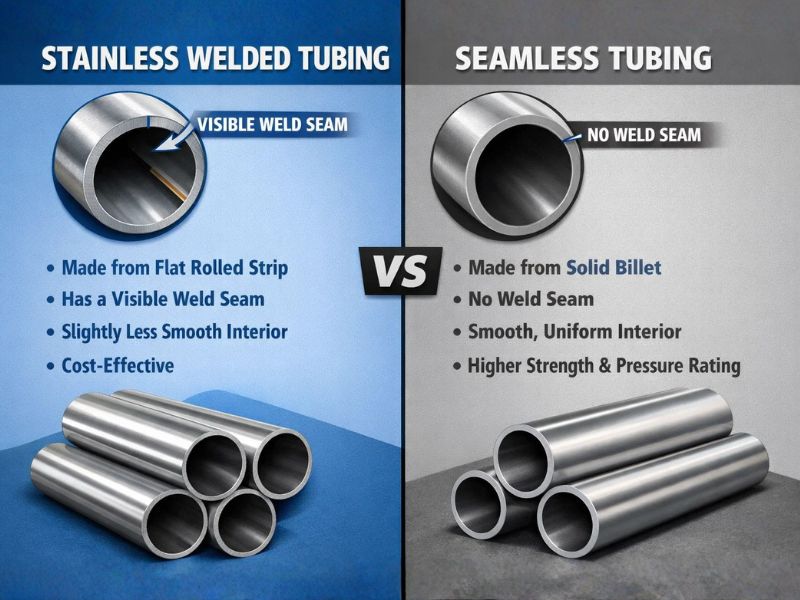
Stainless Welded Tubing vs Seamless Tubing: The Complete Comparison Guide

How Standoff Spacers Are Used in Marine Equipment