
- By Profab /
- February 25, 2026
When a marine engineering supplier compared two quotes for stainless steel clevis rod ends, the initial choice seemed obvious. Forged 316 stainless units were priced at $122 each, while precision CNC-machined equivalents were only $98. The procurement team leaned toward the lower bid—until the technical department’s fatigue testing shifted the perspective.

Table of Contents
In trials simulating 20 years of offshore service, the forged components remained intact after 2.8 million loading cycles. The machined counterparts developed fatigue cracks at just 1.65 million cycles, reaching only 59% of the forged product’s operational life.
This performance gap is rooted in how manufacturing shapes the metal’s microstructure. Forging redirects grain flow through plastic deformation, while machining severs these natural reinforcement pathways. The debate between forging and machining persists because the “right” choice depends on balancing performance, application needs, and budget.
Grain Flow: Forging's Hidden Structural Advantage
Metal microstructure dictates real-world performance. In raw bar stock, grain structures align in patterns similar to wood grain. When a CNC machine cuts these bars into shapes, the tools sever these grain flow lines. From a materials mechanics standpoint, these severed boundaries become stress concentration sites where cracks are likely to start.
Industrial research shows that machined surfaces have grain flow disruption densities 5 to 8 times higher than forged parts in the critical subsurface zone—the exact area that handles the most stress.
How Forging Restructures Metal
Forging technology fundamentally changes this. Under die pressure, the metal undergoes plastic flow, causing grains to wrap continuously around the contours of the eye, fork, and threads. This creates a dense, fibrous architecture where grain directions align with the stress vectors.
Data shows that properly designed forged grain flow increases fatigue strength by 26% to 37% and improves impact toughness by 30% to 45% compared to machined parts made from the same material.
Consolidating Internal Defects
Forging also “heals” the metal. Raw bar stock can contain microscopic voids or porosity that machining might expose. The high-pressure environment of forging compresses and welds these internal flaws. Ultrasonic inspections from aerospace manufacturers found that forged 316 stainless had an internal defect rate of just 0.8%, compared to 3.5% for machined bar stock—a 4.4x difference in reliability.
Grain Flow Performance Impact
Fatigue Strength: Forging exceeds machining by 26-37%, extending crack initiation life 2-6×.
Impact Toughness: Forging improves resistance 30-45%, enhancing shock absorption.
Defect Rates: Forging internal flaws 0.8% vs. machining 3.5%.
Application Guidance: High-cycle fatigue and safety-critical positions should prioritize forging.
Dimensional Precision and Surface Finish Trade-offs
While forging wins on strength, machining wins on geometric accuracy. Modern CNC centers can achieve dimensional tolerances of $\pm$0.127mm, with high-end equipment reaching $\pm$0.05mm. For surface finish, grinding can produce near-mirror results. This precision is vital for high-accuracy robotics or aerospace mechanisms where fit clearances are measured in microns.
Forging's Finishing Requirements
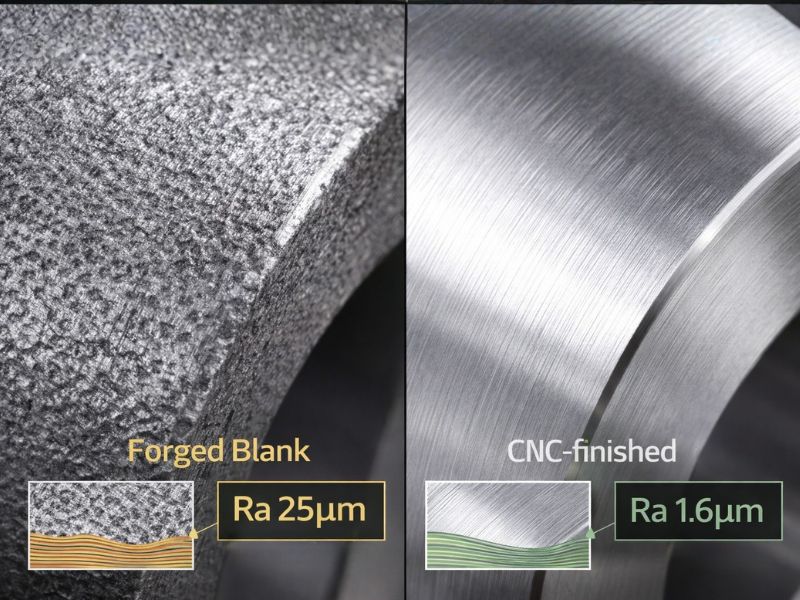
Forging accuracy is limited by die wear and thermal expansion. Standard hot forging tolerances range from $\pm$0.5mm to $\pm$1.5mm, and the resulting surfaces are often rough. Because of this, forged components almost always require secondary machining. Threads and mating surfaces are typically turned or ground afterward to meet assembly demands. Many heavy machinery firms use a “forged blank + CNC finishing” approach to get the best of both worlds: internal strength and external precision.
Consistency in Batch Production
Machining repeatability is exceptionally high. In a run of a thousand pieces, dimensional variation is usually less than 0.02mm. Forging is more variable due to temperature fluctuations and die wear. While machining easily reaches Six Sigma quality levels, forging requires stricter process controls and more frequent inspections to match that consistency.
Stainless Steel's Unique Manufacturing Challenges
Type 316 stainless steel is the gold standard for corrosion resistance, but it is notoriously difficult to process. During forging, the metal has a narrow “safe” temperature window. If it gets too hot, the grains coarsen; if it’s too cool, the metal won’t flow properly into the die. Its low thermal conductivity also makes it prone to thermal stress cracking. Statistics show that stainless steel forging rejection rates can be double those of carbon steel.
The Difficulty of Machining 316 Stainless
Machining 316 is equally tough. Its high strength and tendency to work-harden quickly accelerate tool wear. Because it doesn’t dissipate heat well, cutting temperatures concentrate at the tool tip. Industrial data shows that tool life when cutting 316 stainless is only 30% to 40% of what it would be for carbon steel. This drives up labor and tooling costs significantly.
Material Utilization and Economics
Material waste is a major factor in the cost equation. Machining involves cutting a shape out of solid bar stock, often turning 60% to 75% of the expensive stainless steel into scrap chips. Forging is much more efficient, achieving 85% to 92% utilization. For large orders, the material savings from forging can be massive. Often, the investment in forging dies pays for itself within a single batch of 5,000 pieces.
Real-World Fatigue Performance Comparisons
Theoretical benefits mean nothing without testing. An industrial study compared M24 forged and machined rod end clevis in a salt spray environment to simulate the ocean. At high stress levels, forged parts lasted 1.66 times longer than machined parts. At lower stress levels, the gap widened, with forged parts lasting 1.75 times longer.
Fracture analysis showed that forged parts resist cracks more effectively because the grain flow acts as a natural barrier. In machined parts, cracks nucleated at severed grain boundaries and traveled 50% faster. Impact testing told a similar story: forged 316 stainless absorbed 33% more energy at room temperature. In freezing Arctic conditions, the forged parts were even more superior, resisting the brittle fractures that often plague machined components.
Comprehensive Cost Structure Analysis
The choice between these two methods often comes down to the “break-even” point. Forging has lower per-piece labor costs but requires a massive upfront investment in dies—often between $17,000 and $26,000. Machining has higher per-piece costs but requires no special tooling. For most manufacturers, the threshold is around 3,000 to 5,000 pieces. Below this, machining is cheaper; above it, forging is the clear economic winner.
PTFE Liner Variations
Basic PTFE fabric liners serve general industrial applications with moderate loads and clean environments. Glass fiber reinforcement improves compressive strength by 40-60%, enabling higher load capacity. Bronze mesh backing further increases load rating but reduces the maximum operating temperature.
Advanced formulations incorporate solid lubricants (molybdenum disulfide, graphite) to extend life under higher PV loading. These specialized liners cost 50-100% more than standard PTFE. Application testing determines whether the performance gain justifies the cost.
Life-Cycle Savings
Over the full lifecycle, the situation is different. Forged rod end clevis may cost up to 20% more at the beginning. However, if the service life doubles, the cost per hour becomes much lower. In marine environments, replacing parts requires high labor and downtime costs. Using forged parts can save up to 32% over ten years.
Manufacturing Process Comparison Table
Characteristic | Forging | CNC Machining |
Fatigue Life | Excellent (continuous grain flow) | Moderate (severed grain flow) |
Dimensional Precision | Moderate (requires secondary machining) | Excellent (±0.01mm capability) |
Material Utilization | High (85%+) | Low (~30%) |
Initial Cost | High (die investment required) | Low (no dedicated tooling) |
Optimal Batch Size | >3,000 pieces | <500 pieces (or high-precision prototypes) |
Surface Finish (as-manufactured) | Ra 12.5-25μm | Ra 1.6-3.2μm |
Internal Defect Rate | 0.8% | 3.5% |
Lead Time Flexibility | Low (die production required) | High (direct programming) |
Best Applications | High-cycle fatigue, impact loading, safety-critical | Precision fits, custom designs, rapid prototyping |
The “battle” between forged and machined stainless clevis rod ends isn’t about finding a single winner; it’s about engineering the right solution for the task at hand. If your application demands maximum fatigue resistance in a corrosive environment, forging is the clear superior. If you need extreme precision for a low-volume project, machining is the practical choice. By understanding the metallurgical and economic trade-offs, you can ensure your equipment remains operational for the long haul.
PROFAB MACHINE excels as a manufacturer by offering vertically integrated expertise in both precision forging and advanced CNC machining. We ensure every stainless clevis rod end is optimized for its specific environment.
Send Inquiry Now
Related Resource
Forged vs. Machined Stainless Clevis Rod Ends

How Stainless Clevis Support Washdown Requirements in Food Processing Lines

Load Capacity Considerations For Clevis Rod Ends In Construction Machinery