- By Profab /
- March 13, 2026
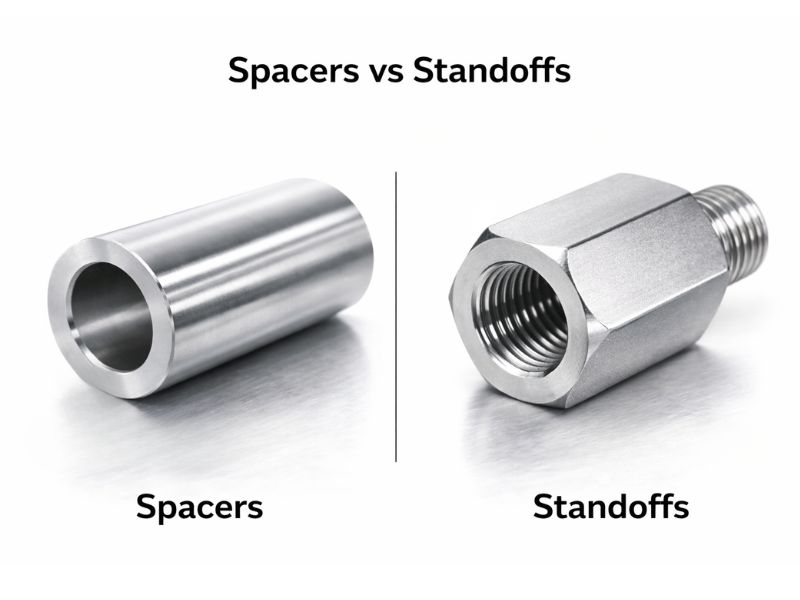
Table of Contents
Most engineers already know the textbook answer: spacers are unthreaded, standoffs are threaded. That distinction matters in electronics. In industrial assemblies, the decision is more nuanced than that.
The real question isn’t “spacer or standoff?” It’s whether your choice holds up under the load, vibration, chemical exposure, and maintenance cycles your assembly actually faces. And once you’ve decided on stainless steel, the next question — which grade — determines whether your hardware lasts one season or ten years.
This article covers the decision logic for choosing between the two, the failure modes nobody warns you about, and where stainless steel grade selection changes the outcome.
The Functional Difference: What Actually Matters in Practice
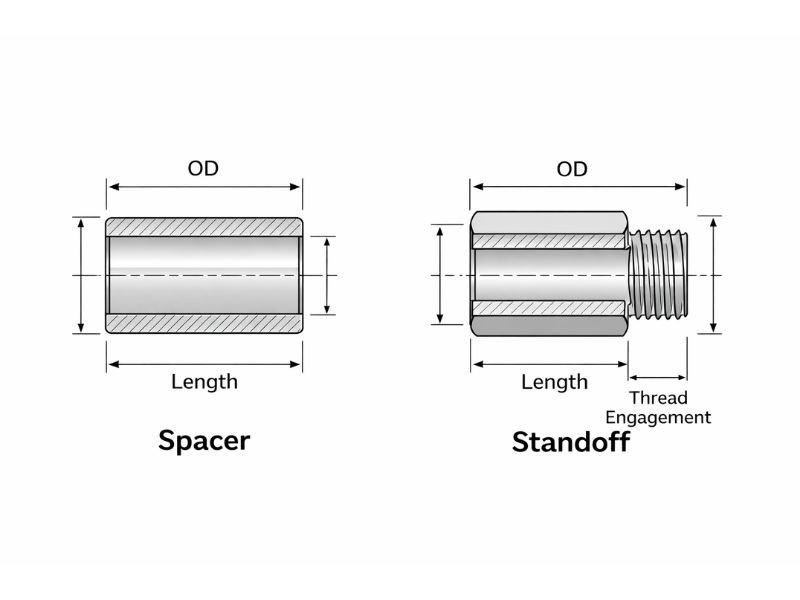
A spacer is unthreaded. The bolt passes through it completely, and the load is transferred through the bolt shank. A standoff is threaded at one or both ends — the fastener engages the standoff itself, and the standoff carries load independently of the through-bolt.
That difference has two practical consequences that are worth keeping in mind:
Adjustability. A threaded standoff lets you set a precise separation distance and maintain it under load. A spacer does the same job, but the clamping force comes from the bolt, not the standoff. If the bolt loosens in a vibration environment, a spacer loses its position. A standoff with proper thread engagement doesn’t.
Load path. In a spacer assembly, bending moments travel through the bolt shank. In a standoff assembly, the standoff body carries compression directly. For high-cycle applications where fatigue matters, the load path difference affects which component fails first.
⚠️ The mistake most procurement teams make:
Specifying standoffs for every application because they seem “more secure.” In practice, a precision-ground stainless steel spacer in a properly clamped joint outperforms a low-grade threaded standoff in the same position — because the failure mode shifts from spacer slip to thread galling, which is harder to detect and faster to cascade.
When to Use a Spacer vs a Standoff in Industrial Settings
The electronics industry defaults to standoffs because circuit boards need to be mounted at a controlled height with independent fastening. Industrial applications have different constraints.
Use a Spacer When:
You have a through-bolt joint where both sides are accessible. The bolt itself provides clamping force, and you need a fixed separation distance that doesn’t require independent load-bearing from the separator. Typical applications include shaft-to-flange spacing, bearing housings, bracket offsets in conveying systems, and structural framing in automation equipment.
Spacers are also the right choice when you need tight dimensional control on separation distance. A precision-ground stainless steel spacer can hold length tolerance to ±0.02mm, which matters in stacked assemblies where tolerance accumulation across multiple joints affects final alignment.
Use a Standoff When:
Only one side of the assembly is accessible, or the geometry requires the separator to carry load before the mating fastener is installed. Standoffs are also the right choice when you need to create a serviceable connection — one where a panel or component is removed and reinstalled regularly. The threads provide repeatable positioning without requiring full bolt disassembly.
In corrosive environments, threaded standoffs create an additional risk: the thread interface is a crevice, and crevice corrosion under the thread roots can advance undetected. This is one reason well-specified assemblies in marine and food-grade applications often prefer spacers over threaded standoffs — fewer crevice sites.
Why Stainless Steel, and Which Grade
Most stainless steel standoffs and spacers in the market are 18-8 (equivalent to 304). For indoor, mildly corrosive, or general industrial environments, 304 is the appropriate choice. The cost is lower, machinability is better, and corrosion resistance is adequate.
The problem is that 304 gets specified in environments where it doesn’t belong.
304 vs 316: The Chloride Line
If your assembly is exposed to any of the following, you need 316 or 316L, not 304:
- Coastal or offshore environments with consistent salt air
- Food processing lines with regular CIP (Clean-in-Place) washdowns
- Chemical handling equipment with chloride-bearing process fluids
- Marine mounting hardware below the waterline
The 2–3% molybdenum content in 316 directly improves resistance to chloride-induced pitting. Without it, chloride ions attack the passive oxide layer on 304, and once pitting initiates at a thread root or bore surface, the corrosion propagates below the surface faster than visual inspection can track.
A standoff that looks intact on the outside can have lost 30–40% of its thread engagement cross-section to subsurface pitting. Under cyclic load — or the torque of a reinstallation — it fails without visible warning.
When 17-4PH Enters the Equation
For high-load applications where you need both corrosion resistance and tensile strength above what 316L offers, 17-4PH precipitation-hardened stainless is the material to specify. Its yield strength in the H900 condition reaches approximately 1170 MPa — roughly three times that of annealed 316L.
This matters in applications like agricultural machinery where standoffs or spacers carry shear loads from implement attachment points, or in industrial presses where a spacer acts as a precision stop under repeated impact.
The tradeoff: 17-4PH is more susceptible to stress corrosion cracking in certain chloride environments than 316L. It is not the default choice for saltwater exposure.
The Failure Mode Nobody Labels Correctly: Thread Galling
If you specify stainless steel standoffs and torque them against stainless steel fasteners, you are at risk of galling. Galling is not corrosion. It’s adhesive wear — under the friction and contact pressure of installation, the oxide surfaces of two stainless parts micro-weld together and tear apart, creating a seized joint that cannot be disassembled without destroying the threads.
It happens fast. It can occur in a single installation cycle at the wrong torque speed.
The contributing factors are:
- High surface roughness at the thread interface (cut threads are worse than rolled threads)
- Insufficient thread lubricant or incompatible lubricant
- Fast installation speed driving heat buildup
- Misalignment between mating threads on assembly
In a food-grade environment where lubricant is restricted, the risk is higher. The correct approach is to specify standoffs with precision-rolled threads and surface finishes at Ra 0.8 µm or better, and to use a compatible food-safe anti-galling compound when installation conditions require it.
⚠️ If you are replacing standoffs that “seized during removal,” the actual diagnosis is almost always galling at installation — not corrosion, not overtorque. The distinction matters because the fix is different: better surface finish and thread form at the part level, not higher removal torque at the field level.

Tolerance Stacking: The Reason Precision Matters in Spacers
In a single-spacer assembly, dimensional error is contained. In an assembly with four or six spacers in series — a common configuration in conveyor frames, solar mounting structures, or multi-panel enclosures — tolerance errors accumulate.
If each of six spacers has a length tolerance of ±0.1mm, the worst-case stack is ±0.6mm. In a structure where final alignment determines whether a bearing bore is concentric, or whether a seal face contacts evenly, that accumulated error becomes a design problem.
Precision-ground stainless steel spacers, held to ±0.02mm per piece, reduce the worst-case stack in the same six-spacer assembly to ±0.12mm — a factor of five reduction. This is why precision spacers are specified in high-accuracy assemblies even when the individual tolerance seems small.
For stainless steel spacers in industrial assemblies, the specification should always include both OD/ID tolerance and length tolerance, not just nominal dimensions. A spacer specified only by nominal dimensions will be supplied to manufacturing tolerance, which varies by supplier and may not match your assembly’s requirements.
How to Specify Stainless Steel Standoffs and Spacers: A Checklist
When you’re writing the specification or purchase request, these are the dimensions and parameters that actually need to be confirmed:
For Spacers:
- Nominal OD and ID (and tolerance class — h7/H7 or tighter)
- Body length (and length tolerance — ±0.02mm for precision, ±0.1mm for standard)
- Material grade (304 / 316L / 17-4PH)
- Surface finish (Ra value, or specify passivated / electropolished)
- Shape: round or hex
For Standoffs:
- Body OD and length
- Thread size, form (metric or UNF), and pitch
- Thread gender at each end (M-F / F-F / M-M)
- Material grade
- Thread class (6H/6g standard; 5H/5g for precision)
- Surface finish and whether anti-galling treatment is required
The thread class specification is often omitted and then regretted. Standard 6H/6g threads have a fit tolerance range that allows measurable play between mating parts. In a standoff used as a precision locating element, that play is a positioning error.
Conclusion
Spacers and stainless steel standoffs look like low-complexity procurement items. In practice, the material grade, dimensional tolerance, surface finish, and thread form determine whether an assembly performs as designed or generates recurring maintenance calls.
The cost difference between commodity 304 hex standoffs and precision-ground 316L spacers with rolled threads and electropolished surfaces is measurable in unit cost. The cost of a single unplanned disassembly in a production line is not measured in the same units.
Specify the hardware to the environment, not to the lowest available price point.
Profab Machine has manufactured stainless steel precision spacers and custom standoffs since 2005, with material traceability from bar stock to finished part. If your application involves corrosive media, high-cycle loading, or precision alignment requirements, send your drawing or part specification for a direct engineering review before specifying.
References and Sources:
- Wikipedia: Spacers and Standoffs — structural definitions of spacers and standoffs
- Wikipedia: Galling — adhesive wear mechanism in stainless steel threaded interfaces
- Wikipedia: Pitting Corrosion — chloride-driven corrosion mechanism in austenitic stainless steel
- ASM International: “Corrosion of Stainless Steels” — 316 vs 304 performance in chloride environments
- ASME B18.8.2 — Standard specification for clevis pins and cotter pins (thread and dimensional reference)
Send Inquiry Now
Related Resource

Can You Use Automotive Hose Clamps on a Boat?

Can Stainless Steel Clamps Be Used in Food Processing?

Shackle or Clevis? Complete Comparison from Design to Application