- By Profab /
- March 17, 2026

Table of Contents
The difference between 316 and 316L stainless steel is a single number: carbon content. 316 allows up to 0.08% carbon. 316L caps it at 0.03%. That sounds like a rounding error on a material certificate, but in a welded assembly exposed to cleaning chemicals, it determines whether your equipment corrodes from the inside out within two years or lasts the decade.
This article explains why that number matters, where the distinction gets misused in procurement, and what it actually changes in fabrication and field performance.
The Composition That Makes the Difference
Both grades share the same core alloying elements. Per ASTM A240, the standard governing chromium-nickel stainless steel plate and sheet, 316L contains 16 to 18% chromium, 10 to 14% nickel, and 2 to 3% molybdenum. The chromium forms the passive oxide layer that gives stainless steel its corrosion resistance. The nickel stabilizes the austenitic structure. The molybdenum, the element that separates the 316 family from 304, provides direct resistance to chloride-induced pitting.
The only substantive difference between 316 and 316L is the carbon ceiling: 0.08% maximum for 316, 0.03% maximum for 316L. Both grades are also permitted to contain a small amount of nitrogen in the 316L specification to partially compensate for the strength reduction that comes from lowering carbon. In practice, most mill-produced 316L material runs at 0.020 to 0.025% carbon, well below even the 0.03% ceiling.
Element | 316 | 316L |
Chromium | 16.0 to 18.0% | 16.0 to 18.0% |
Nickel | 10.0 to 14.0% | 10.0 to 14.0% |
Molybdenum | 2.0 to 3.0% | 2.0 to 3.0% |
Carbon (max) | 0.08% | 0.03% |
Manganese (max) | 2.0% | 2.0% |
Phosphorus (max) | 0.045% | 0.045% |
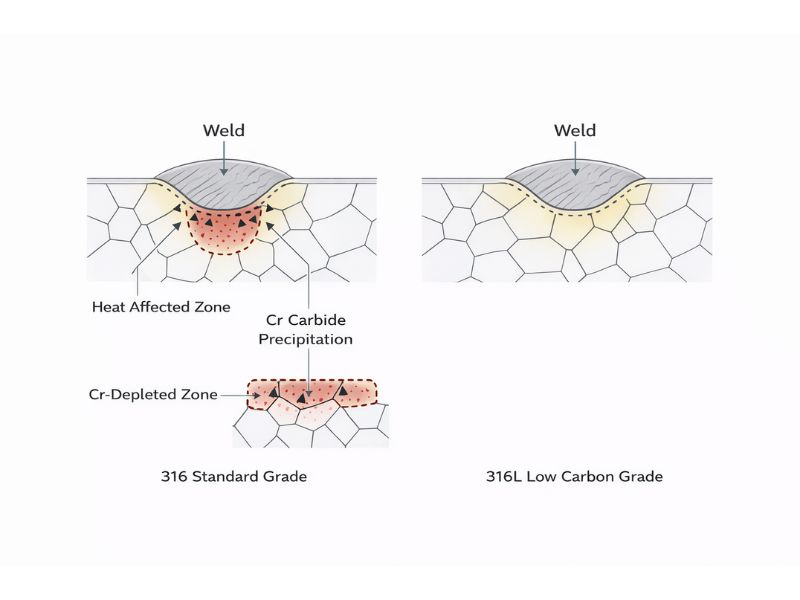
Why Carbon Content Determines Weld Performance
When austenitic stainless steel is heated to between 450°C and 850°C, carbon migrates to grain boundaries and reacts with chromium to form chromium carbide. This removes chromium from the surrounding matrix, creating localized zones with chromium content below the 10.5% threshold required for passive film formation. The result is a weld heat-affected zone that is structurally intact but chemically vulnerable. The technical term is sensitization. The practical result is intergranular corrosion that starts at grain boundaries and propagates inward without visible surface indication.
This matters in food and pharmaceutical equipment because welded joints in process vessels, pipe connections, and sanitary fittings spend their service lives in contact with the most corrosive part of the process: cleaning chemicals. CIP (Clean-in-Place) cycles with sodium hydroxide at 1 to 2% concentration and 60 to 80°C are standard in food processing. Pharmaceutical lines add nitric acid passivation steps. A sensitized heat-affected zone in this environment will show intergranular pitting within 18 to 36 months of service, starting from the weld root where visual inspection cannot reach.
316L, with its 0.03% carbon ceiling, does not sensitize under normal welding conditions. There is not enough carbon available to form chromium carbide at weld temperatures. This is why 316L is specified for food, pharmaceutical, and chemical processing applications rather than 316, and why it does not require post-weld annealing to restore corrosion resistance. That annealing step, which involves heating the welded assembly to above 1050°C and quenching, adds lead time and cost to fabrication. 316L eliminates the requirement entirely.
"Surgical Steel" Is Usually 304, Not 316L
The term “316L surgical steel” appears across product listings, watch bands, and jewelry. It implies a medically certified, body-safe standard. In actual surgical and implant applications, the material specification is more specific than the marketing language suggests.
The original “surgical stainless steel” designation in orthopedic and general surgical instrument manufacturing referred to 316L (UNS S31603) and, in some applications, 17-4PH for high-strength implant components. The ISO standard governing metallic implants for surgery, ISO 5832-1, specifies the wrought stainless steel to be used for surgical implants as a 316L composition with tighter controls on sulfur and phosphorus than commercial 316L.
However, 304 stainless steel is also widely referred to as “surgical stainless steel” in the consumer and surgical instrument industries because it resists sterilization cycles and body fluid corrosion adequately for non-implant use. Surgical scissors, forceps, and needle holders are routinely made from 304, not 316L. The distinction is implant versus instrument: implants in direct long-term bone and tissue contact require 316L or higher-grade materials. External instruments that are sterilized between uses can be 304.
If you are specifying “surgical steel” hardware for food or industrial applications because it sounds like the safest grade, the material basis you actually want is the 316L composition and ASTM A240 certification. The “surgical” label adds no additional chemical or mechanical specification in a non-medical context.
904L vs 316L: When the Upgrade Is Actually Justified
904L (UNS N08904) is an austenitic stainless steel with significantly higher alloy content: 19 to 23% nickel, 4 to 5% molybdenum, and up to 2% copper. Its pitting resistance equivalent number (PREN) is approximately 32 to 36, compared to 316L at around 24 to 26. In environments with high chloride concentrations or elevated temperature acid exposure, this gap is meaningful.
In food and pharmaceutical manufacturing, 316L is adequate for the overwhelming majority of applications. CIP chemistry, even at full concentration, does not create the chloride environment that requires 904L. The typical case where 904L becomes genuinely justified is sulfuric acid service above 10% concentration at elevated temperatures, or seawater immersion with elevated temperature cycling. For a stainless steel rod end, bushing, or custom component in a food processing line, 316L is the correct specification. 904L at two to three times the material cost is over-specification that does not change the field outcome.
The specification decision matters most in capital equipment where the grade is locked in for the life of the asset. For components like stainless steel rod ends, clevis assemblies, and linkage hardware that are periodically replaced, 316L is the right balance of corrosion performance and procurement practicality.
The Dual-Certified Reality in Procurement
Most commercially available 316L sheet, bar, and tube is dual-certified as 316/316L. This is not a compromise or a non-conformance. Because modern melting and refining technology routinely produces heats with carbon well below 0.03%, the material simultaneously satisfies both the 316 and 316L chemical composition requirements under ASTM A240 and ASTM A276. A material certificate showing “316/316L” is a single material that meets both specifications.
What this means for procurement: if your drawing calls for 316L and the certificate shows 316/316L, this is compliant. The actual carbon content will be in the 0.020 to 0.025% range, well within 316L limits. You do not need to demand a single-certified 316L heat. The dual certification is standard practice and indicates full conformance with the low-carbon specification.
The one context where dual certification creates an issue is in regulated pharmaceutical manufacturing where material documentation is subject to regulatory audit. Some pharmaceutical customers require the certificate to show 316L explicitly without the dual designation. In that case, request a single-certified 316L heat from the mill at the time of ordering. The material is identical; it is a documentation requirement, not a metallurgical one.
Where Standard 316 (Not 316L) Still Has a Place
For non-welded applications, the carbon content difference is irrelevant. If you are machining components from bar stock, no heat-affected zone is created, and sensitization is not a risk. In this case, 316 and 316L bar perform identically in corrosion resistance, and the choice comes down to material availability and whether your application requires the documentation trail of an “L” designation.
316 also offers marginally higher yield strength at elevated temperatures compared to 316L. ASTM A240 lists the minimum yield strength at room temperature as 170 MPa for 316L versus 205 MPa for 316 (annealed condition). At elevated service temperatures above 300°C, 316 retains better creep resistance. For pressure vessel applications at elevated temperature, this difference is engineered. For most food and pharma equipment operating below 150°C, it is not a design variable.
The practical conclusion: for anything welded and exposed to cleaning chemicals or process fluids, specify 316L. For CNC-machined components that will never be welded, 316 and 316L from bar stock are functionally equivalent and either is acceptable.
Conclusion
For welded equipment in food processing, pharmaceutical manufacturing, or chemical handling, 316L is not a premium upgrade over 316. It is the correct specification. The carbon ceiling at 0.03% eliminates sensitization risk in the weld heat-affected zone, removes the post-weld annealing requirement, and gives you a material that performs as designed in every CIP cycle for the life of the equipment.
PROFAB MACHINE supplies and machines 316L components with full material traceability and ASTM A240-compliant certification. We support standard and custom configurations for food processing and industrial applications.
FAQ
Can I use 316L instead of 316 in all applications?
Yes. 316L is a superior substitute for 316 in nearly all industrial settings because it prevents weld corrosion without post-weld annealing. The only exception is high-temperature environments (above 300°C), where 316’s higher carbon content provides better creep resistance. For food, pharma, and marine industries, 316L is the preferred standard.
Is 316L stainless steel food safe and FDA compliant?
Yes, 316L is FDA-compliant and meets 3-A Sanitary Standards. However, “food safety” also depends on the surface finish. To prevent bacterial growth and biofilm, food-contact surfaces must be specified with a surface roughness of $Ra \leq 0.8 \mu m$. For viscous products, electropolishing is highly recommended to ensure a hygienic, easy-to-clean surface.
What is the actual price difference between 316 and 316L?
In practice, there is no consistent price premium for 316L because most modern material is dual-certified as both 316 and 316L. Price variations usually stem from dimensional tolerances (e.g., h9 vs. h7), surface finishes, or the level of material certification rather than the alloy grade itself.
Send Inquiry Now
Related Resource
Stainless Steel Grades and Selection Guide